Редуктором называется механическая передача в закрытом корпусе предназначенная для увеличения крутящего момента за счёт уменьшения угловой скорости на ведущем валу.
Редуктор представляет собой двух ступенчатую червячно-цилиндрическую передачу. В действие редуктор приводится от электродвигателя через ременную передачу, шкив 19, который закреплен на валу червяка с помощью шпонки 20.Шпонки 20 предназначены для передачи вращающего момента на шкив. Чтобы избежать соскакивания шкива его зажимают при помощи крепежного винта 23.
Ведущий вал червяка 29, установленный в подшипниках 28 и 31, и находиться в зацеплении с червячным колесом 1, которое посажено на промежуточный вал-шестерню 2. Шестерня входит в зацепление с зубчатым колесом 11 закрепленным на тихоходном валу 9 при помощи шпоночного соединения 12. Движение от тихоходного вала через зубчатую полумуфту 17 (которая крепиться к нему при помощи шпонка 16 и винта с шайбой 15) непосредственно передаётся на машину или агрегат.
Тихоходный и промежуточный валы установлены в корпусе редуктора при помощи шариковых радиальных подшипников 5, 6 и закрыты крышками 7, 21 имеют манжетные уплотнения 14, 22, служащие для исключения протекания смазывающего вещества и непопадания пыли внутрь корпуса. Подшипник 28 зажимается установочной гайкой 26 с лапчатой шайбой 27. Гайка предназначена для фиксации и предотвращения люфта подшипника.
Для лучшей сборки и разборки корпус редуктора выполняется составным. Он имеет две части: основание корпуса 33 и крышку корпуса 41, которые крепятся между собой болтами 47, с гайками 48, с шайбами 49. Взаимное расположение основание корпуса и крышки фиксируют штифтами 10, которые точно фиксируют расположение деталей при сборке. Втулка расположена между штифтом и крышкой редуктора служит для плотного соединения.
В целях повышения износостойкости зубчатых колёс и продолжения срока эксплуатации в корпус редуктора заливается масло. Уровень масла определяется масло указателем 35, а для слива предназначена сливная пробка 34. Оценка исправности всех узлов, а также наличие смазочного вещества осуществляется через смотровую крышку 44, которая крепится к крышке корпуса редуктора с помощью резьбового соединения, состоящего из шести винтов 42 и шести пружинных шайб 43. В крышке установлена отдушина 46.
\
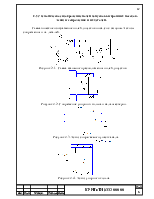
2 Выбор посадок методом аналогов
В соответствии с заданием, [3] таблица П.3.1., выберем и рассчитаем посадки d6, d7, d13, методом аналогов. Из, [3] таблица П.3.2., примем размеры для данных посадок.
Сопряжение по d7=55 мм.
Сопряжение тихоходного вала 9 и упорного кольца 13. Соединение не подвижное разъёмное. Уровень нагрузки низкий. Должна быть обеспечена легкая сборка-разборка. Необходим достаточный зазор для компенсации отклонений расположения сопрягаемых деталей.
Для такого рода
соединений применяются посадки с зазором типа ![]() ,
,
![]() –
«легкоходовые». [1], ч.1 с. 306. Характеризуются большим гарантированным
зазором, обеспечивающим свободное вращательное движение при повышенных режимах
работы и обеспечить свободную сборку. Предназначены для подвижных соединений,
не требующих точности перемещения, и для неподвижных грубо центрированных
соединений.
–
«легкоходовые». [1], ч.1 с. 306. Характеризуются большим гарантированным
зазором, обеспечивающим свободное вращательное движение при повышенных режимах
работы и обеспечить свободную сборку. Предназначены для подвижных соединений,
не требующих точности перемещения, и для неподвижных грубо центрированных
соединений.
Примем посадку с зазором низкой точности ![]() 55
55 ![]() которая
является предпочтительной для данного вида посадок и обеспечивает необходимый
зазор [1], ч.1 с. 306.
которая
является предпочтительной для данного вида посадок и обеспечивает необходимый
зазор [1], ч.1 с. 306.
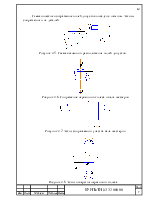
Сопряжение по d6= 50 мм.
Сопряжение червячного колеса 2 с валом-шестерней 1. Соединение неподвижное неразъёмное. Неподвижность обеспечивается натягом. Относительная неподвижность деталей достигается за счёт напряжений, возникающих в материале сопрягаемых деталей вследствие действия деформаций их контактных поверхностей.
Колесо должно хорошо центрироваться на валу. Должна обеспечивать передачу нагрузок средней величины без дополнительного крепления.
Для аналогичных соединений применяют
посадки с натягом типа: ![]() ,
,
![]() ,
, ![]() и
и ![]() ,
, ![]() ,
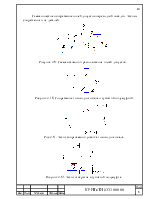
,![]() -«прессовые
средние» [1], ч.1 с. 340. Характеризуются умеренными гарантированными натягами
в пределах (0,0002 – 0,0006) dн. с , обеспечивающими передачу нагрузок
средней величины без дополнительного крепления. В некоторых случаях, когда
применение посадок с большими натягами недопустимо по условиям прочности
деталей, посадки данной группы применяются и в соединениях, воспринимающих
тяжелые нагрузки, но с дополнительным креплением. Посадки Н/r и R/h для деталей из
цветных
-«прессовые
средние» [1], ч.1 с. 340. Характеризуются умеренными гарантированными натягами
в пределах (0,0002 – 0,0006) dн. с , обеспечивающими передачу нагрузок
средней величины без дополнительного крепления. В некоторых случаях, когда
применение посадок с большими натягами недопустимо по условиям прочности
деталей, посадки данной группы применяются и в соединениях, воспринимающих
тяжелые нагрузки, но с дополнительным креплением. Посадки Н/r и R/h для деталей из
цветных
металлов и легких сплавов, а при размерах свыше 80 мм и для деталей из черных металлов по назначению аналогичны легкопрессовым посадкам. Посадки с натягами средней величины характеризуются, как правило, наличием упругих деформаций соединяемых деталей. Установлены для относительно высоких точностей деталей (валы 5—7-го, отверстия 6—7-го квалитетов) и обычно не требуют предварительной сортировки деталей по размерам перед сборкой. Сборка соединений возможна как под прессом, так и способом термических деформаций. В посадках этой группы допуск отверстия принимают обычно на один квалитет грубее, чем вала.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.