R = 2154 мм
h = 1800 мм
Движение 1-2 линейное, в точке 2 происходит обслуживание зоны поступления заготовок. Манипулятор совершает линейное перемещение по вертикальной оси на величину 700 мм. После обслуживания совершает обратное движение до высоты 1800 мм.
Движение 2-3-4 сочетает линейное и угловое перемещение. В точке 4 происходит обслуживание первого станка. Манипулятор совершает линейное перемещение по вертикальной оси на величину 600 мм, обслуживает станок и возвращается на высоту 1800 мм.
Движение 4-5-6 сочетает линейное и угловое перемещение. В точке 6 происходит обслуживание второго станка. Манипулятор совершает линейное перемещение по вертикальной оси на величину 400 мм, обслуживает станок и возвращается на высоту 1800 мм.
Движение 6-7-8 сочетает линейное и угловое перемещение. В точке 8 происходит обслуживание третьего станка. Манипулятор совершает линейное перемещение по вертикальной оси на величину 700 мм, обслуживает станок и возвращается на высоту 1800 мм.
Движение 8-9-10 сочетает линейное и угловое перемещение. В точке 10 происходит обслуживание зоны погрузки деталей. Манипулятор совершает линейное перемещение по вертикальной оси на величину 700 мм, обслуживает станок и возвращается на высоту 1800 мм.
Движение 10-1 угловое перемещение в точку 1.
1.2.1.2 Расчёт погрешностей и времени перемещения приведены в приложении А.
1.2.1.3 Вывод: компоновка робота, работающего в цилиндрической полярной системе координат, имеет среднюю погрешность позиционирования равную 0,854 мм и время рабочего цикла равное 39 секунды.
1.2.2 Расчет для точности позиционирования промышленного робота (декартовая система координат)
Схема траектории движения манипулятора промышленного робота изображена на рисунке 8.
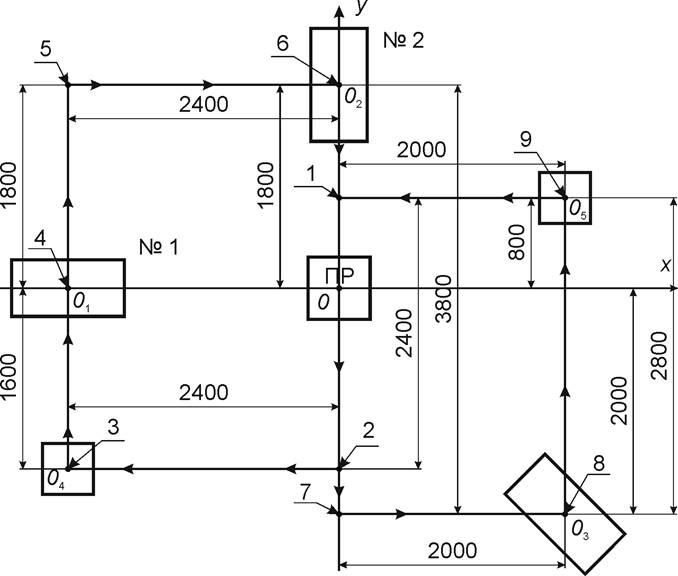
Рисунок 7 – Движения промышленного робота в декартовой
системе координат
1.2.2.1 Описание траектории движения манипулятора
Схема движения манипулятора показана на рисунке 8.
Примем за нулевое положение схвата точку 1 с координатами:
X = 0 мм
Y = 800 мм
h = 1800 мм
Движение 1-2-3 линейное, в точке 3 происходит обслуживание зоны поступления заготовки. Манипулятор совершает линейное перемещение параллельно оси Y на 2400 мм, затем параллельно оси X на 2400 мм. При достижении точки 3 манипулятор опускается на 700 мм, схватывает деталь и снова поднимается на высоту 1800 мм.
Движение 3-4 – линейное перемещение от точки 3 до точки 4 на расстояние 1600 мм. В точке 4 манипулятор опускается на 600 мм, обслуживает станок и поднимается.
Движение 4-5-6 – линейное перемещение до точки 5 на расстояние 1800 мм, затем перемещение на расстояние 2400 мм до точки 6. В точке 6 манипулятор опускается на 400 мм, обслуживает станок и поднимается.
Движение 6-7-8 – линейное перемещение на расстояние 3800 мм до точки 7, затем перемещение на расстояние 2000 мм до точки 8. В точке 8 манипулятор опускается на 700 мм, обслуживает станок и поднимается.
Движение 8-9 – линейное перемещение на расстояние 2800 мм до точки 9. В точке 9 манипулятор опускается на расстояние 600 мм, отпускает готовую деталь и поднимается.
Движение 9-1 – линейное перемещение на расстояние 2000 мм до точки 1.
1.2.2.2 Расчёт погрешностей и времени перемещения приведены в приложении А.
1.2.2.3 Вывод: компоновка робота, работающего в декартовой системе координат, имеет среднюю погрешность позиционирования равную 0,671 мм и время рабочего цикла равное 54 секунды.
1.2.3 Расчет для точности позиционирования промышленного робота (сферическая система координат).
Схема траектории движения манипулятора промышленного робота изображена на рисунке 8.
Рисунок 8 – Движения промышленного робота в сферической
системе координат
1.2.3.1 Описание траектории движения манипулятора
Схема движения манипулятора показана на рисунке 6.
Примем за нулевое положение схвата точку 1 с координатами:
R = 2069 мм
φ = 33°
φ1 = 12°
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.