Фабрика днищ. Днище конвертера подвергается наибольшему износу и требует частой смены, поэтому нормальная работа цеха возможна только при условии регулярного снабжения готовыми днищами. На фабрике днищ располагаются бункера и закрома для огнеупорных материалов, а также соответствующее оборудование, например оборудование для помола и смешения огнеупоров, пневматический инструмент для набивки днищ, склад фурм и сушила для готовых днищ. Сушила для днищ могут быть либо периодического действия, либо тоннельного типа непрерывного действия. Конвертер, или реторта. Конвертер имеет цилиндрическую форму и состоит из стального кожуха сварной или заклеванной конструкции. Он устанавливается на двух горизонтальных цапфах, являющихся одновременно осями вращения в вертикальной плоскости (рис. 3,4). Одна из цапф, соединенная с воздушной коробкой днища при помощи изогнутой трубы, полая, по ней пропускается дутье в конвертер.
Поворот конвертера осуществляется с помощью шестерни, закрепленной на другой цапфе, и рейки, соединенной с электроприводом. В отъемном днище зафутеровано 28 фурм; в больших конвертерах число фурм достигает 35. Воздух через фурмы из воздушной коробки попадает в конвертер.
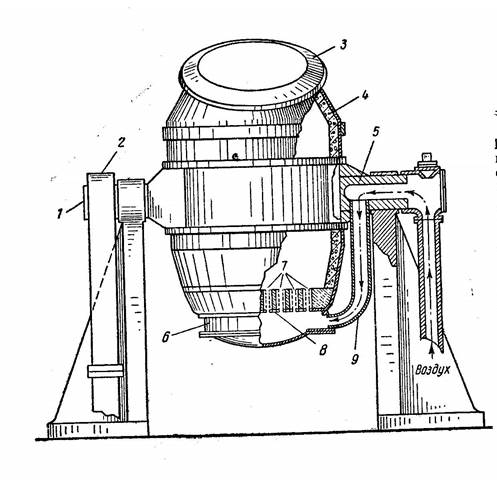
Рисунок 3. Схема деталей конвертера с помощью которых осуществляется подача воздуха через полую цапфу в воздушную коробку без прекращения подачи воздуха пои повороте конвертора:
1-цапфа; 2-механизм поворота конвертера; 3-головина; 4-футеровка конвертера; 5-пустотелая йапфа;6-воздушная коробка;7-фурмы;8-днище; 9-изогнутая воздушная труба.
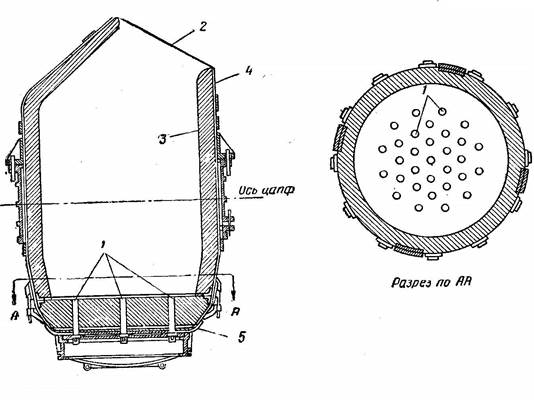
Рисунок 4. Схематическое изображение в разрезе 25-т эксцентричного бессемеровского конвертера:
1-фурмы; 2-горловины;3-огнеупорная футеровка; 5-отъемное днище.
Огнеупорная футеровка.Футеровка конвертера производится при кожухе, повернутом горловиной вниз. Футеровка осуществляется пилеными или тесаными брусками естественного огнеупорного камня (песчаника) либо слюдяного шифера. Большинство практиков предпочитает совместное применение обоих материалов. Слюдяным шифером обычно футеруются места, подверженные наибольшему механическому износу. Шифер имеет слоистую структуру из тонких пластинок слюды, поэтому будучи уложен срезом слоев к рабочей поверхности, он очень износоустойчив. Огнеупорные кирпичи укладываются плотно друг к другу на растворе из огнеупорной глины и хорошо расклиниваются. Шифер имеет примерно следующий состав: 90% SiO2, от 3 до 7% А12O3 и от 2 до 4% окислов железа.
Конструкция днища. Фурмы, через которые дутье из воздушной коробки поступает в конвертер, имеют цилиндрическую форму; длина фурмы от 675 до 900 мм, в зависимости от емкости конвертера. Фурмы изготовляются из высококачественной огнеупорной глины. В большинстве случаев фурмы имеют семь сквозных 15-мм отверстий. На конце фурма немного расширяется, имеет небольшой буртик, позволяющий получать плотное соединение с фурменной плитой. Фурмы обычно располагаются в днище по двум или более концентрическим окружностям, причем одна из фурм находится в центре.
Для набивки днищ используется масса, соcтоящая из ганистера (песчаника), боя кирпича и огнеупорной глины, а также материала днищ, бывших в работе. Перечисленные материалы дробятся и тщательно перемешиваются, затем засыпаются в днище и набиваются вокруг фурм до образования плотной массы. Это так называемое «сухое» днище затем сушится и прокаливается в печи в продолжение не менее чем 48 час. при температуре от 150 до 220°.
Вагранки.Многие из старых бессемеровских цехов с малыми конвертерами были расположены вдали от доменных печей. Для получения жидкого чугуна твердый чугун расплавляли первоначально в отражательных печах, которые вскоре были заменены вагранками. Вагранка представляет собой цилиндрическую шахтную печь; чугун, известняк и кокс загружаются в шахту сверху отдельными чередующимися слоями.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.