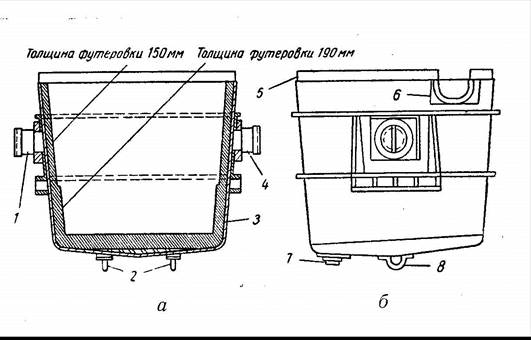
Рисунок 14. Разрез сталеразливочного ковша по цапфам:
а-разрез ковша по цапфам; б-вид ковша сбоку; 1-цапфа; 2-скобы; 3-стальной кожух; 4-цапфа; 5-предохранительная обечайка; 6-шлаковый желоб; 7-разливочный стакан; 8-скоба.
Разливка сифоном.Некоторые недостатки разливки сверху могут быть устранены при сифонной разливке, когда сталь льется в воронку центрового литника, проходит по полым огнеупорным кирпичам («проводкам») и заполняет изложницы металлом снизу.
В сифонные проводки металл попадает из центровой, представляющей собой вертикальный канал, футерованный полым шамотным кирпичом, который заканчивается фасонным шамотным кирпичом или звездочкой, соединенной проводками с каждой изложницей (рис. 15). При разливке сифоном металл поступает в изложницу спокойно, так как основная энергия падения струи поглощается в центровой.
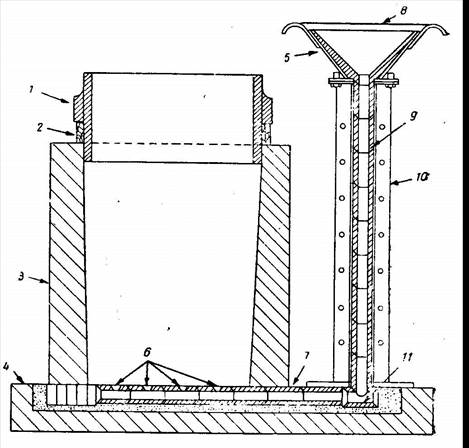
Рисунок 15. Схема расположения и номенклатура деталей при сифонной разливке:
1-утепляющая надставка; 2-деревянные подставки; 3-изложница; 4-поддон; 5-разливочная воронка; 6-отверстия для выхода стали; 7-сифонная проводка; 8-место, куда заливается жидкая сталь; 8-огнеупорная футеровка; 10-ценровая; 11-звездочка.
Изложницы.На сталеплавильных заводах: применяются изложницы различных типов, размеров и формы. Изложницы бывают с внутренним сечением круглой, квадратной или прямоугольной формы; иногда их внутреннее сечение по форме в некоторой степени; соответствует форме сечения готового проката. Изложницы бывают двух типов: расширяющиеся книзу и расширяющиеся кверху. В обоих случаях наличие конусности необходимо для облегчения извлечения слитков из изложниц.
Толщина стенок изложниц колеблется от 100 мм для слитков сечением 500x500 мм до 150 мм — для слитков сечением 800x800 мм. Изложницы для отливки крупных слитков, предназначенных для проката на слябинге, имеют большую толщину стенок, что увеличивает срок их службы. Срок службы изложниц зависит от отношения веса изложницы к весу слитка.
Высота слитка.Факторами, лимитируюшими высоту слитка, являются: структура слитка, условия для достаточно интенсивного кипения в изложнице и размеры нагревательных устройств, в которых слитки нагревают перед прокаткой. Изложницы отливаются из доменного или ваграночного чугуна и относительно редко — из стали.
1.3.6 Технология кислого мартеновского процесса
Исходные материалы.Шихта кислого мартеновского процесса обычно состоит из твердого чугуна или твердого чугуна и скрапа.
Руда не входит в состав шихты, как ,в основном процессе, потому что окислы железа, имеющие основной характер, взаимодействуя с кислой футеровкой и наваркой подины, быстро их разрушают. По этой же причине работа на шихте, состоящей только из стального скрапа, не рекомендуется, так как окислы, образующиеся при окислении скрапа в процессе плавления, отзывают такое же воздействие на футеровку, как и железная руда. Однако применение жидкого чугуна в качестве основной составляющей металлической шихты также не является приемлемым в сзя-зи с тем, что чугун необходимо заливать на хорошо нагретый и сильно окисленный скрап.
Качество скрапа и чугуна в шихте.В кислом процессе может быть удалено крайне незначительное количество (следы) фосфора и совершенно не удаляется сера. Более того, в конечной стали концентрация обоих элементов может быть даже немного выше, чем в исходной шихте. Это объясняется тем, что в то время как общее количество фосфора и серы остается практически неизменным, вес металла заметно уменьшается за счет потерь в результате окисления железа и примесей чугуна. Кроме того, в ванну частично переходит сера из топлива. Поэтому к подбору шихты для кислого процесса следует подходить весьма тщательно, обеспечивая получение в ней содержания фосфора и серы заведомо ниже требуемых пределов в конечном металле.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.