На основании выполненных исследований рекомендовано в качестве материала для кожухов модулей применять листовую сталь ВстЗсп.
Основные характеристики крупногабаритных охлаждаемых модулей в зависимости от полезного объема доменной печи
Таблица 16 Характеристик крупногабаритных охлаждаемых модулей
|
Параметры |
Полезный объем печи, м3 |
||||
|
1033 |
1386 |
1719 |
2002 |
2300 |
|
|
Высота охлаждаемой зоны шахты, м (типовая и модульная конструкция) Плитовые холодильники: количество, шт. масса, т Количество отверстий в кожухе шахты для крепления: холодильников типовой конструкции, шт. охлаждающих труб крупногабаритного модуля, %* Количество крупногабаритных модулей, шт., массой 45 – 65 т Масса труб охлаждения в модулях: т %* Объем футеровки охлаждаемой части шахты, м3 Объем огнеупорного бетона в модулях, %* Затраты** на изготовление охлаждаемой части шахты, %* _________________________ * По отношению к типовой конструкции. ** В основном за счет стоимости материалов. |
9,2 180 480 2160 75 9 5,9 13,0 250 57 20,0 |
12,8 440 839 3696 73 8 81 9,7 348 43 12,0 |
12,4 360 703 4320 60 9 93 13 333 63 21,3 |
12,1 280 920 3360 68 8 95 9,7 361 53 13,9 |
12,1 320 963 3840 60 9 98 10,2 391 52 14,7 |
Для изготовления элементов конструкции при испарительном охлаждении следует использовать стальные трубы (сталь 20) по ГОСТ 8732 – 78 диаметром 95 мм и толщиной стенки 14 мм, при водяном охлаждении шахты - диаметром 70 или 76 мм и толщиной стенки 16 мм.
Изгиб таких труб в холодном состоянии может сопровождаться образованием в их стенках микро- и макротрещин и, следовательно, снижением их стойкости в конструкции модулей в процессе эксплуатации. В связи с этим разработан и применен на практике способ изгиба толстостенных труб на гидравлических трубогибах с предварительным нагревом заготовок, что обеспечивает отклонение радиуса гиба в пределах ±5 мм, овальность труб не более 12 % от их наружного диаметра. В случае применения «холодного» способа гиба труб рекомендовано подвергать их рекристаллизационному отжигу, но такой режим не исключает образования микротрещин.
Межтрубное пространство модулей заполняется жароупорным бетоном заданного состава.
Накопленный опыт эксплуатации доменных печей свидетельствует о высокой надежности и
экономической эффективности использования шахт новой конструкции – продолжительность кампании достигает 12 лет, что сопоставимо с применением медных холодильников, но более предпочтительно по стоимости. Металлоемкость шахт, изготовленных из крупногабаритных охлаждаемых модулей, снижается в 7—12 раз в сравнении с шахтами традиционной конструкции, расход огнеупоров уменьшается на 70—80 % (см. таблицу 16).
В результате снижения на 25—70 % времени простоев в связи с восстановительными ремонтами шахт производительность печей повышается на 1,5—2 % при снижении удельного расхода кокса на 1—3 %.
Снижение металло- и материалоемкости шахт новой конструкции при одновременном уменьшении продолжительности ремонтов на 30—40 % и трудозатрат на 35—45 % позволяет сократить затраты на ремонт шахт доменных печей в 5—8 раз.
1.8 Газоочистка доменного цеха
Колошниковый газ доменных печей перед поступлением к потребителям очищается от пыли на газоочистках № 1 – 3.
До поступления на газоочистку колошниковый газ проходит грубую первичную очистку в пылеуловителях, куда он поступает по газопроводам грязного газа. Установлен пылеуловитель на колоннах около доменной печи со стороны, противоположной скиповому подъёмнику.
Полутонкая очистка газа осуществляется скрубберами. Охлаждённый и очищенный газ выходит из скруббера через отводящий газопровод и направляется к агрегатам тонкой очистки. Для тонкой очистки газа применяются трубы-распылители (трубы-Вентури). После труб-Вентури газ поступает в электрофильтры, после чего, проходя через дроссельную группу, идет в каплеуловитель и затем в газовую сеть завода.
Расчетные параметры газа после пылеуловителя на входе в газоочистку следующие:
а) расчетная температура - 250 - 350 °С;
б) влажность - 80 - 85 г/нм3;
в) давление - до 2,5 кг/м2;
г) запыленность газа:
1) при повышенном давлении - 5 г/нмЗ;
2) при низком давлении -15 г/нмЗ.
Содержание пыли в газе после очистки не более 10 мг/нмЗ. Водоснабжение газоочисток на оборотной воде с содержанием взвесей не более 120 - 150 мг/литр. Общее сопротивление каждой газоочистки составляет:
- при повышенном давлении - 400 - 600 мм вод. ст.
- при низком давлении - 600 - 1000 мм вод. ст. Пропускная способность газоочистки составляет:
- для доменной печи № 2 - 340 тыс. нмЗ/ч;
- для доменных печей № 1 и 3 - 400 - 450 тыс. нмЗ/ч.
1.9 Конструкция кладки и выбор вида огнеупорных изделий для различных зон доменной печи
1.9.1 Выбор конструкции кладки лещади
|
|
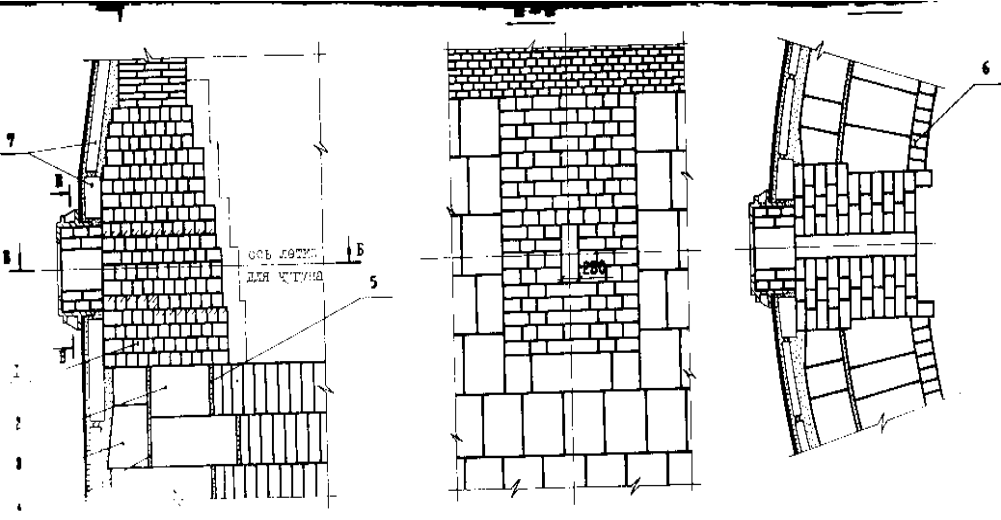
1- огнеупорные изделия ШПД – 42 (шлифованный); 2, 3, - углеродистые блоки; 4, 5 – температурный зазор (забивается углеродистой массой)
Рис.7. Кладка в районе леток углеродистыми изделиями
Лещадь реконструируемой ДП № 1 выполняется из углеродистых блоков. С тремя рядами муллитовых блоков в верхней части, с обкладкой по периферии радиальными углеродистыми блоками.
Углеродистая футеровка выполняется из двух рядов: нижний ряд лещади (дно стакана) выкладывается из прямоугольных графитированых блоков. В центре блоки высотой 1200 мм и сечением 400x400 мм устанавливаются вертикально, на периферии - горизонтально. Второй ряд лещади выкладывается из прямоугольных углеродистых блоков высотой 1600 мм и сечением 550x550 мм. Общая пористость блоков не должна превышать 14 - 16 %. Ниже блоков предварительно оборудуется двойное донышко и воздушное подлещадное охлаждение из цельнотянутых труб. Под трубами воздушного охлаждения устанавливают нижнее герметизирующее донышко из стального листа. Верхнее герметизирующее донышко выполняют из сваренных между собою строганых слябов с кольцевым компенсатором, размещаемым в зоне максимального градиента температур.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.