Розрахунок траєкторії переміщення інструмента при обробці
Траєкторія інструмента розраховується відповідно до операцій технологічного процесу. Характер траєкторії залежить від числа координат, що управляються одночасно, та принципу управління рухами робочих органів верстата з ЧПК. Наприклад, двокоординатне управління дозволяє рухатися інструменту в площині; трикоординатне управління - в будь-якій точці простору. Залежно від числа координат, які управляються одночасно розрізняють прямокутне, прямолінійне та криволінійне формоутворення.
При прямокутному формоутворенні переміщення вздовж координатних осей X і У виконуються почергово. При прямолінійному формоутворенні ріжуча кромка інструмента переміщується по кривій, яка є лінійною функцією. Траєкторія переміщення забезпечується лінійним інтерполятором.
Криволінійне формоутворення пов'язане з обробкою контурів деталей, що мають форму дуги або кола.
При прямокутному формоутворенні деталей траєкторія складається з робочих і допоміжних ходів .Траєкторії переміщення інструмента (свердла) з почерговим відпрацьовуванням координат показані на рис10,а та з одночасним рухом за двома координатами – на рис.10,б. Елементами траєкторії інструмента при виготовленні більшості деталей є відрізки прямих або дуги кіл, обмежені опорними точками. Розрахунок координат опорних точок контуру деталі ведеться в системі координат деталі за рівнянням, які описують геометричні елементи траєкторії переміщення інструмента. Опорні точки звичайно лежать на перетині прямих ліній або дотику прямої та кола, або перетині, або дотику двох кіл.
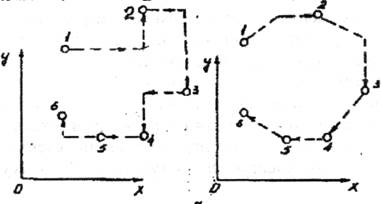
Рисунок 10 – Траєкторія пересування інструмента при обробці отворів
Пряма лінія в площині XOY описується рівнянням
![]() (1)
(1)
Якщо В=0,то рівняння (1) перетворюється до виду
![]()
де В-початкова координата;
к – кутовий коефіцієнт, який дорівнює тангенсу куга нахилу прямої до осі X.Точка перетину двох прямих ліній визначається рішенням системи рівнянь, що описують ці прямі. Рішення системи рівнянь
![]()
є координати точки перетину
![]()
Процес підготовкиКП на верстатах з ЧПК схематично подібний до процесу підготовки програм для звичайних автоматів та напівавтоматів. Тут можна також виділити три характерних етапів підготовки КП обробки:
технологічний;
математичний;
кодування та запис на програмоносій.
Однак за змістом, методами та використовуваними засобами процес підготовки програм для верстатів з ЧПК принципово відрізняється від підготовки програм для звичайних автоматів і напівавтоматів.
При підготовці КП для звичайних автоматів і напівавтоматів технолог, отримуючи креслення, повинен вкладати цю інформацію в профілювання та виготовлення кулачків, копірів та інших засоби, за допомогою яких вона передається верстату як програма обробки даної деталі. В цьому випадку є два дуже важливих недоліки. По-перше, знижується якість самої інформації, зображеної накресленні, оскільки ця інформація з цифрової (дискретної) та однозначної перетворюється в неперервну (аналогову), таку, що залежить від точності виготовлення та зносу в процесі експлуатації кулачків, копірів тощо. По-друге, вимагається виготовлення всіх носіїв інформації, що є дуже трудомістким і дорогим процесом. КП дня верстатів з ЧПК є сукупність інформації, показаної в числовому вигляді, яка визначає переміщення робочих органів верстата, їхнє значення, напрям і знак, умови цих переміщень під час робочого циклу, а також забезпечує управління автоматичною зміною інструмента. Керуюча інформація поділяється на такі види:
• геометрична (опис траєкторії інструмента);
• технологічна (опис технологічних умов процесу);
• допоміжна (вмикання СОЖ, пуск шпинделя тощо).
У сучасних верстатах і системах ЧПК використовуються два способи відліку переміщень: абсолютний і відносний – у приростах (рис. 11).
При абсолютному способі відліку положення початку координат (точка О на рис.11,а) залишається фіксованим (сталим, нерухомим) для всієї програми обробки. Всі координати відлічуються під початку координат: отже, похибки переміщень не накопичуються.
У позиційних системах ЧПК на свердлильних і розточувальних верстатах іноді раціонально мати "плаваючий нуль", вибираючи початок координат у будь-якому місці в межах ходів BOB. Для полегшення програмування обробки і налагодження верстатів "плаваючий нуль” широко застосовується й у інших верстатах.
У системах ЧПК з відносним способом відліку переміщень (рис. 11, б) закінчення ходу BOB є початком координат (О) наступного ходу. Наприклад, після обробки поверхні завдовжки l1 її кінець О2 приймається за початок відліку для обробки поверхні завдовжки l2 і т. д. Відносний спосіб відліку може використовуватися в різних контурних системах ЧПК. Точність виконання обробки при цьому визначається точністю виходу BOB у всі попередні точки траєкторії його руху, що значно обмежує використання способу. Проте в багатьох верстатах є можливість переходити від однієї системи відліку до іншої. Наприклад на верстат моделі І6К20Т1 для цього досить натиснути лише на одну клавішу. Як приклад на рис. 12 центр сфери задано координатами ХО1і ZO1 в абсолютній системі відліку, а радіус сфери Rпростіше та зручніше задати у відносній системі — відносно центра О1сфери. Приклад програмування у відносній системі відліку наводиться нижче.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




