5 Технологічні особливості токарної обробки на верстатах з ЧПК
Поверхні деталей, які оброблюють на токарних верстатах з ЧПК, складаються з площин перпендикулярних до вісі обертання, співвісних циліндрів, конусів, сфер та поверхонь обертання з довільною криволінійною утворюючою, а також гвинтових поверхонь, які формують різьбу.
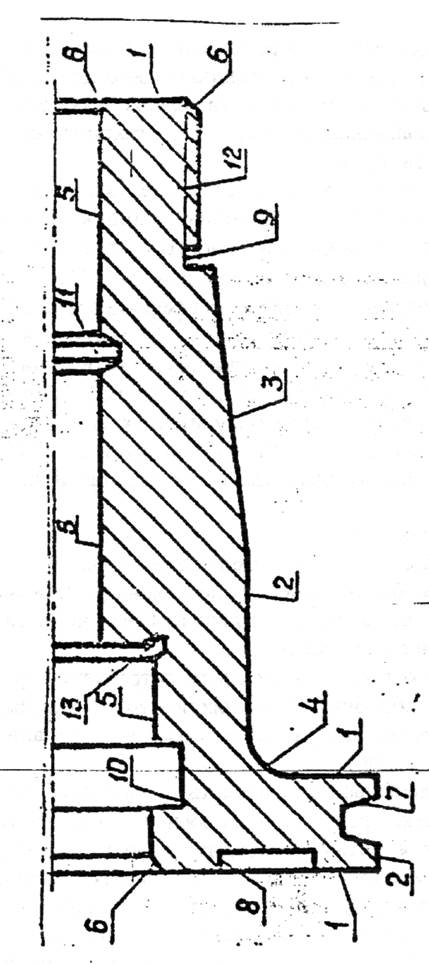
З технологічної точки зору поверхні деталі розділяються на основні та допоміжні (рис. 6). До основних відносяться поверхні, які будуть оброблені різцем для контурної обробки з головним кутом у плані φ=93˚ та допоміжним кутом у плані φ=32˚ (рис.4 г), тобто циліндричні, прямолінійні, конічні, та сферичні зовнішні та торцеві поверхні, а також фаски та неглибокі (до 1,5мм) канавки.
Поверхні, формоутворення яких не може бути виконано згаданими інструментами, являються допоміжними. До них відносяться торцеві та кутові канавки для виходу шліфувального круга, канавки прямокутні та трапецеїдальні (желоба), а також різьбові поверхні.
Загальна технологічна схема обробки деталей на токарному верстаті з ЧПК:
1) чорнова обробка основних поверхонь;
2) чорнова обробка допоміжних поверхонь;
3) чистова обробка основних поверхонь (вона може виконуватися тим же інструментом, яким виконувалась чорнова обробка або окремим чистовим інструментом);
4) чистова обробка поверхонь, які не потребують чорнової обробки;
5) чистова обробка допоміжних поверхонь. У випадку обробки деталі з центральним отвором після чорнового підрізання торця роблять обробку отвору.
Токарну операцію розпочинають з чорнової обробки, яка складена з декількох прямолінійних чорнових робочих ходів, які виконують вздовж осі деталі, перпендикулярно до осі або під кутом до неї. Перший робочий хід передбачає видалення з поверхні поковки - або відливки корки (огару, наклепання або відбіла) та виправлення похибки форми заготовки. Наступні чорнові ходи виконують з постійною або поступово зменшувальною глибиною різання. Якщо глибина різання для останнього робочого ходу виявилась великою, то треба дещо збільшити глибину різання попередніх.
Надійність роботи інструменту знижується при врізанні його ріжучої кромки у необроблену поверхню заготовки (робота по корці).
|
|
|
Рисунок 6 – Основні та допоміжні поверхні деталі Основні: 1- торцева; 2- циліндрична зовнішня; 3- конічна зовнішня; 4- радіусна 5- циліндрична внутрішня; 6- фаска; Допоміжні: 7- канавка трапецеїдальна зовнішня; 8- канавка виточка торцева; 9- канавка прямокутна зовнішня; 10- канавка прямокутна внутрішня; 11- канавка трапецеїдальна внутрішня; 12- різьба; 13- кутова канавка |
або у поверхні з збільшеним "биттям". Напрямок переміщення різця вибирають виходячи з умови мінімального числа робочих ходів. Для попередньо про торцьованих заготовок чорнові робочі ходи по торцю виключаються.
При чорновому проході точного відтворення профілю деталі не потребується. Чорновий контур треба виконувати відрізками прямої та лише у виняткових випадках дугами кола. Якщо припуск невеликий, чорнова обробка відсутня.
Якщо деталь має декілька ступіней (рис.7), то припуск ділять на зони вибирання (перпендикулярно до вісі деталі).
До поверхні, шорсткість якої менше RZ=20 мкм (Ra=3.2мкм), а також для діаметральних розмірів, вимоги до точності яких відповідає допуску 0,3 ммта менш, необхідна чистова обробка. Глибина різання до чистових проходів приймається 0,5 - 1,5 мм. На рис.8 показані схеми траєкторії руху вершини різця (циклограми) для чорнової обробки валу.
6 Типові схеми траєкторії руху інструменту
У залежності від конфігурації деталі розрізнюють "відкриті", "напіввідкриті" та "закриті" зони вибірок (рис.9).
Для обробки зон вибирання застосовуються типові схеми траєкторії вершин інструменту: "петля", "зигзаг", "виток" та "спуск". На рис.10 ілюструється принцип будування траєкторії руху інструментів по цим схемам до відкритих, напіввідкритих та закритих зон вибірок.
Схема "петля" використовується при побудові траєкторії руху прохідного та інших різців, які працюють в одному напрямку.
Схеми "зигзаг" та "виток" призначені для обробки відкритих зон вибирання двокромковими та чашечними різцями, які допускають різання у прямому та зворотному напрямках. Схема "зигзаг" передбачає закінчення поточного проходу у місці початку наступного, а схема "виток" припускає проведення поточного проходу до головної ділянки контуру, а потім відведення від обробленої поверхні та повернення інструменту до місця початку наступного проходу.
По схемі "спуск" виконується проточка прорізними (канавочними) різцями канавок та інших ділянок зон, що оброблюються; недоступних зон до обробки прохідними різцями. На рис.11 наведені схеми обробки прямокутної канавки (а) та канавки з фасками (б)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.