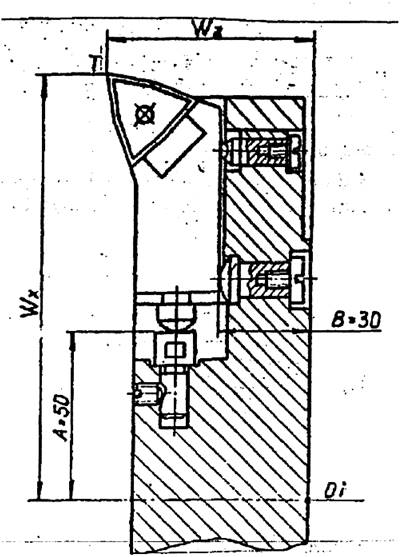
Для верстата 16К20ФЗС5 налагодження прискорюється дякуючи наявності комплектних ("штатних") різців, так званих "різцевих вставок" (рис.3), установлювальних гвинтів та наявності установочних гвинтів у кожній позиції інструментальної головки. Блоки до стержневих інструментів (свердел, розточувальних різців та ін.) мають пристрій поздовжнього регулювання (по осі Z) вильоту інструменту. Для верстата 16К20ФЗС5 встановлення вильоту різця на розміри WХта WZзводиться до вимірювання відстані від площини гнізда (пазу) у різцевій головці до вершини різця, так як відстані
А = 50 мм та В = ЗО мм являються постійними (рис.3).
Положення "нуля програми" ("вихідної точки програми") вибирається з наступних розумінь:
1) величина переміщення інструменту від вихідної точки програми до першої оброблюваної поверхні та довжина переміщення від останньої оброблюваної поверхні до вихідної точки повинні бути мінімальними, щоб уникнути нераціональних холостих перебігів супорта;
2) положення інструменту у вихідній точці повинно бути добре видно з боку робочого місця; інструмент не повинен заважати виконанню дій по установці, закріпленню та зняттю деталі, зміні притисків та упорів, видаленню стружки та інше.
Для цього відстань від точки М до торця заготовки ZM приймається у межах 50 - 80 мм, а до зовнішньої поверхні заготовки ХМ 10 – 30 мм [ рис.2].
Після обробки деталі інструмент повинен по програмі повернутися у вихідну точку М. Це дозволяє перевірити правильність розрахунку програми, а в процесі обробки деталі визначити наявність збою.
На початку обробки центр інструменту ОІ знаходиться у крайньому правому передньому положенні ("крайній точці" ОК), коли каретка супорта та поперечні полозки наїжджають на спеціально встановлені лінійні опори з датчиком положення.
Прискорений "перебіг" від "крайньої точки" Ок до ”нуля інструменту" ОІ на відстані Xк та Zкпрограмується тільки у абсолютній системі. "Перебіг" з ініціюється на цифрових індикаторах Х0 та Z0 пульта, а потім з протилежним знаком набирається на декадних перемикачах ( коректорах Х0 та Z0 ).Тоді при завданні у програмі абсолютних значень " нуль" по осям X та Z супорт автоматично відходить у крайнє положення.
|
Рисунок 3 – Вильоти вершини різця Wx та Wz (для верстата 16К20Ф3С5) |
3 Пристрої для кріпленнязаготовок .
Для закріплення заготовок на токарних верстатах з ЧПК використовують, як правило автоматичні патрони (пневматичні, гідравлічні, електромеханічні та ін.). Кулачки у таких патронах мають відносно невеликий хід. Для вироблення деталей різних розмірів та форм на одному верстаті потребується комплект кулачків, центрів та повідків. Склад комплекту визначається специфікою виробництва номенклатурою деталей, що випускаються.
При закріпленні заготовки у патроні за необроблену (чорнову), поверхню застосовують термічно оброблені "тверді" (HRC 60) кулачки з рифленнями на поверхні кріплення, а при закріплені за остаточно проточені поверхні - "м'які" (HRC 40) кулачки з гладкою поверхнею кріплення. 3астосування "м'яких" кулачків дозволяє у випадку необхідності, розточувати їх для кращого центрування заготовки.
При обробці заготовок валів, які закріплені у центрах, широко застосовують різні конструкції повідкових центрів.
4 Особливості конструкції різців для токарних верстатів з ЧПК
Основні вимоги до різців для верстатів з ЧПК:
• забезпечення високої стійкості на зношення;
• універсальність (можливість одним інструментом виконати більше число проходів);
• швидкозмінність та стабільність положення робочих вершин та ріжучих кромок.
Цим вимогам відповідають різці, у яких ріжуча твердосплавна пластина не напаюється, а закріплюється на тримачі механічно.
Для токарних верстатів з ЧПК широко застосовуються різці з механічним кріпленням непереточуваних багатогранних пластин.
Тримачі токарних різців для обробки зовнішніх поверхонь деталей виконуються трьох габаритів по довжині стержня – повномірно скорочені та різцеві вставки. У залежності від конструкції інструментальної головки або різцетримача токарного верстата з ЧПК використовуються той або інший габарит різця.
Повномірні різці застосовуються на верстатах, де передбачені змінні інструментальні блоки. Різець у блоці налагоджується на визначні координати Wх та Wz у спеціальному пристосуванні поза верстатом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.