2.2 Система координат деталі
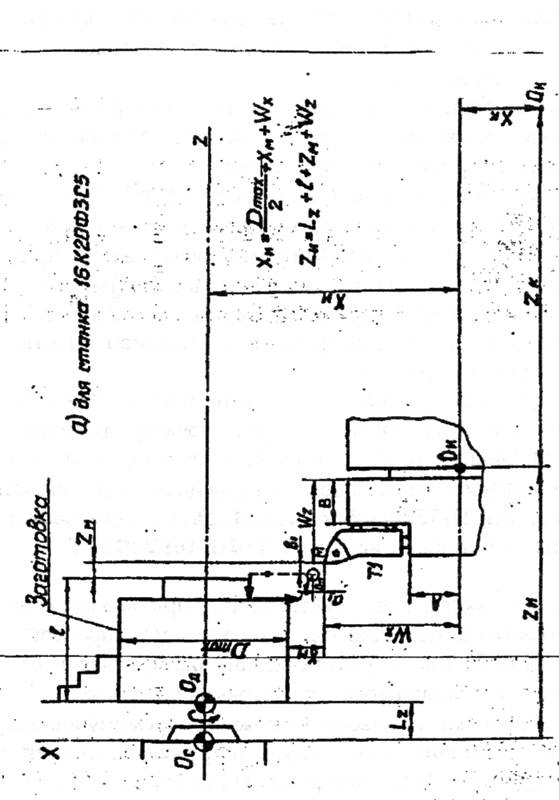
Початок координат системи ("нуль деталі" – Од) знаходиться у центрі лівого торця заготовки або у центрі правого торця. Вісь Z цієї системи співпадає з віссю Z верстата, а вісь X зміщена вздовж вісі Z у позитивному напрямку на відстані ОВОД та проходить у площині базового торця пристрою ( наприклад, торця планшайби або уступу кулачків). Відносно "нуля деталі" роблять перерахунок розмірів, які задаються на кресленні деталі, у відстані до опорних точок контуру, що обробляємо [рис.2].
У системі координат деталі здійснюється також розрахунок координат опорних точок, траєкторії руху інструмента (циклограми).
2.3 Система координат інструмента.
Початок координат системи (”нуль інструменту” – 0І) розташовується у центрі (базової точки) інструментальної головки. Для верстата 16К20ФЗС5 нуль інструмента розташований у центрі правого торця поворотного різцетримача (переріз торця з віссю) (рис.2а).
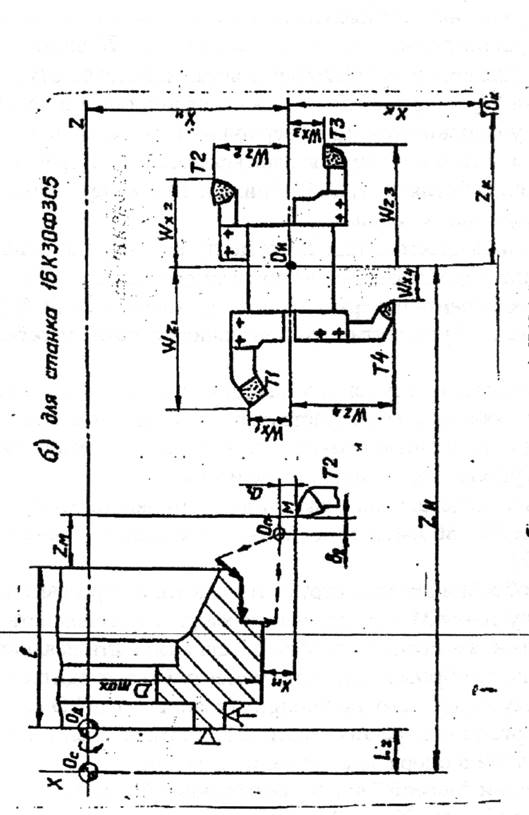
Для верстата 16КЗОФЗС5 (та інших з вертикальною віссю інструментальної головки) нуль інструменту розташований у центрі вісі поворотної різцетримача ( рис.2 б ).
"Нуль інструмента" ( точка 0І) інакше називається " вихідною точкою супорта", з якою супорт починає рух з початку програми та закінчує її у кінці. Вихідна точка супорта називається фіксованою, якщо для зміни інструментів необхідно повернення супорта у вихідне положення (верстати 1П752Ф305, АТПР2М12А) та нефіксованою, якщо повернення не потрібне (верстат 1713ФЗ, 16К20ФЗС5, Р1705Ф312).
Нефіксована вихідна точка виставляється при налагоджені верстата на конкретну деталь відповідно з даними у тех. процесі – координатами Х0 та Z0. Так як робота різання виконується різцем або іншим інструментом, закріпленим у різцетримачі або блоці інструментальної головки, то важливо у кожному окремому випадку налагодження визначити відстань від нуля інструмента 0І до центру інструмента (наприклад до вершини різця) WХта WZ. Ці розміри призначаються картою налагодження та виставляються у блоці за допомогою спеціального приладу для попереднього налагодження інструменту поза верстатом (пристрій БВ2010).
Практично наладчики виставляють інструменти безпосередньо на верстаті, орієнтовно по лінійці, а потім "доводять" до розрахункової точки ОП ("нуль програми") на відстані "а" по вісі X та "в" по вісі Z шляхом зміщення нуля.
|
|
|
Рисунок 2 – Система координат для токарної обробки а) для верстата 16К20Ф3С5 0в-нуль верстата 0д-нуль деталі 0і-інструмента |
|
|
|
Рисунок 2 – Система координат для токарної обробки а) для верстата 16К30Ф3С5 0в-нуль верстата 0д-нуль деталі 0і-інструмента |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.