|
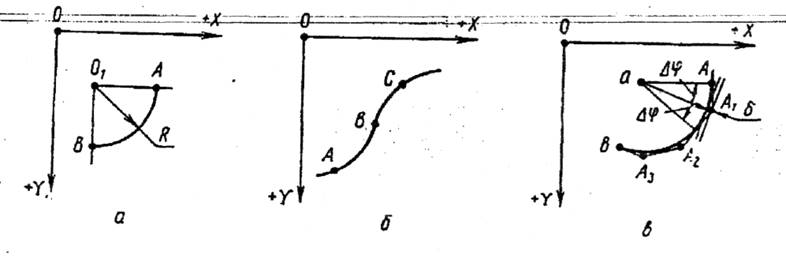
Рисунок 14 – Апроксимація криволінійних ділянок траєкторії а) а дуга кола радіусом R; б) довільна крива в) заміна (апроксимація) дуги АВ ломаною |
|
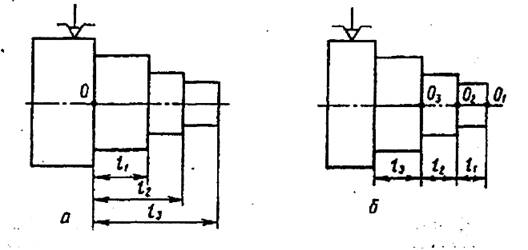
Рисунок 11 – Абсолютна (а) та відносна (б) системи відліку переміщень |
|
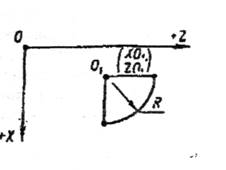
Рисунок 12 – Приклад вводу координат у відносній системі відліку переміщень |
|
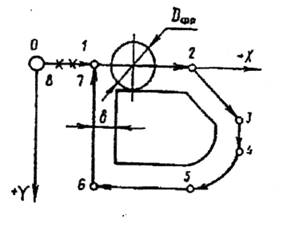
Рисунок 13 – Побудова еквідистанти траєкторії руху фрези |
Для розроблення КП необхідно побудувати траєкторію руху BOB. На фрезерних верстатах будується еквідистанта (рис.13), тобто траєкторія руху центра фрези. Еквідистанта – це лінія, рівновіддалена від заданого контуру. Використання еквідистанти на фрезерних верстатах раціонально тому, що центр фрези не спрацьовується, а на спрацювання її зубців легко ввести корекцію.
При необхідності обробки криволінійних ділянок контуру, наприклад між точками 4 та 5 (див. рис.13) або іншої ділянки (рис.14, а, б), виникають певні труднощі. Для обробки кривих регулярного характеру, наприклад дуг кола (див. рис.14, а) сталого радіуса R пристрої ЧПК сучасних верстатів мають спеціальні стандартні цикли, приклади використання їх детально наводяться нижче.
Взагалі для обробки дуги АВ (рис. 14, в) криволінійний контур замінюється (апроксимується) ламаною, створеною більшою чи меншою кількістю відрізків А-А1, A1-A2і т. д. їх кількість визначається значенням обумовленого кресленням відхилення 5 відносно початкового контуру. Наприклад, для обробки дуги 90° вважається достатнім приріст кута Δφ = 9°.
Відповідальним етапом роботи є налагодження КП. На виробництві цим займається технолог-програміст чи наладчик (оператор) верстатів з ЧПК. У ході налагодженняперевіряється вірність прийнятих технологічних рішень по послідовності обробки, вибору баз, режимів різання, конструктивних рішень по впровадженню оснащення, а також відповідність кресленню усіх розмірів деталі.
Послідовність впровадження обробки деталі на верстатах з ЧПК: 1. Відпрацювання КП без встановлення ріжучого інструмента, оснащення, заготовки.
При ньому виявляються грубі помилки розрахунку та перевіряється якість запису програми. При виявленні помилок – КП корегується (редагується).3вичайно це закінчується виготовленням нової перфострічки. Якщо у верстата пристрій ЧПК третього покоління (класу CNC, PNC) редагування тексту КП можливо на робочому місці, також можливо вивести на екран дисплея траєкторію руху інструмента. Після усунення помилок треба повторити перевірку відпрацювання програми ще раз.
2. Відпрацювання КП на пробній заготовці.
Мета цього етапу - перевірка вірного взаємного розташування ріжучого інструмента, оснащення, заготовки на відрізках траєкторії руху інструмента. Після обробки перевіряються розміри деталі, які дають можливість судити про взаємне розташування заготовки, інструмента та оснащення.
3. Відпрацювання контрольної партії деталей.
Контрольну партію деталей обробляють для перевірки вірного застосування технологічних заходів, вибору режимів різання, усіх розмірів деталі у відповідності з технологічним процесом та розрахунково-технологічній карті.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.