Заняття 45-48 ( 8 годин)
Заняття 45 (2 години)
ТЕМА14. Методика проектування вимірювальних пристосувань.
1. Вихідні дані для проектування пристосувань.
2. Необхідність і економічне обґрунтування розробки і проектування пристосувань.
Заняття 46 (2 години)
Продовження теми : Послідовність проектування пристосувань.
3. Послідовність проектування і розробка креслення, складання специфікації.
4. Розрахунки, які необхідні виконувати при проектуванні пристосувань.
Заняття 47-48 (4 години)
Продовження теми : Вимірювальні пристрої контрольних пристосувань.
1. Призначення і типи контрольних пристосувань..
2. Основні елементи контрольних пристосувань.
3. Схема контрольного пристосування з електричним датчиком.
4. Типи і схеми пневматичних мікрометрів.
5. Устрої безперервного контролю.
САМОСТІЙНА РОБОТА № 19
Заняття №45-48 (4 години)
ТЕМА 14: МЕТОДИКА ПРОЕКТУВАННЯ КОНТРОЛЬНИХ ПРИСТОСУВАНЬ
ЗМІСТ: 1 Вихідні дані.
2 Послідовність проектування.
3 Необхідність та економічне обґрунтування.
4 Розрахунки, які необхідно виконувати при проектуванні пристосувань.
5 Основні елементи контрольних пристосувань.
6 Схема контрольного пристосування з електроконтактним датчиком.
Література (2,с.249-285)
У зв'язку з високим технічним рівнем сучасного виробництва до методів і засобів контролю якості продукції висувають високі вимоги щодо швидкодії, механізації й автоматизації контрольних операцій як під час її виготовлення, так і в процесі експлуатації. Розвиток засобів контролю йде в напрямах підвищення точності вимірювань, зменшення габаритних розмірів і маси приладів, зниження вимірювальних зусиль приладів, зокрема, при лінійно-кутових вимірюваннях, застосування нових фізичних методів вимірювань.
Перспективним напрямом розвитку вимірювальної техніки є механізація й автоматизація контрольних операцій — як важливий засіб у підвищенні якості продукції, її надійності, а також зниження витрат на контроль, виключення впливу суб'єктивності контролю і підвищення точності.
Засоби контролю якості, що використовуються під час виготовлення виробів, можуть бути розділені на три групи:
—засоби неавтоматичного контролю;
—автомати й автоматичні системи контролю;
—засоби контролю автоматичних систем управління технологічними процесами.
Засоби неавтоматичного контролю використовуються для отримання інформації про один або декілька параметрів, що характеризують якість виробу. Звичайно вони застосовуються при ручному контролі і відрізняються низькою продуктивністю і порівняно великою трудомісткістю контролю.
Автомати й автоматичні системи (лінії) контролю забезпечують отримання інформації про параметри, що всебічно характеризують якість контрольованого об'єкта. До складу таких систем можуть входити автоматичні транспортуючі, скануючи і сортуючи пристрої, тори і реєстратори різних видів. В основному ці системи призначені для розбраковування контрольованих виробів за принципом «придатні — брак» або розсортовування за одним або декількома параметрами. Прикладами таких систем є автомати для сортування кульок за діаметром, автомати для контролю і сортування пальців і поршнів, лінія комплексного неруйнуючого контролю сталевих прутків, що здійснює автоматичне розбраковування за такими параметрами: дефекти порушення помилки, зневуглецьовані ділянки, марка сталей, діаметр прутка.
Засоби контролю автоматичних систем управління технологічними процесами (АСУТП) призначені для видачі такої інформації, яка може бути використана для активної дії на хід технологічного процесу у випадку його порушення. До складу систем АСУТП, окрім автоматичних ліній контролю, входять засоби обчислювальної техніки й автоматики для формування управляючих дій.
Лінійні і кутові методи і засоби вимірювання складають 80—90 % від всіх існуючих у промисловості видів вимірювань. Широке розповсюдження набули універсальні засоби контролю, що використовуються для лінійно-кутових вимірювань. Зупинимося на розгляді деяких з них.
Номенклатура вимірювальних засобів сучасного виробництва включає: вимірювальні головки; оптико-механічні прилади для вимірювання довжини; прилади для вимірювання погрішностей форми і взаємного розташування поверхонь; прилади для контролю шорсткості поверхні та ін.
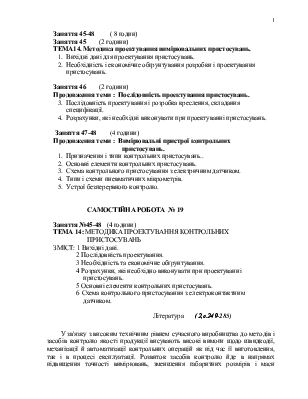
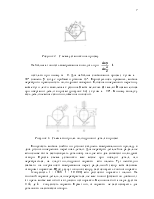
Вимірювальні головки є багатоланковим важільним механізмом, у якого лінійні переміщення вимірювального наконечника перетворюються в пропорційні кутові переміщення стрілки. Конструкція важільного механізму визначає їхній розподіл на пружинні, важільно-зубчаті і зубчаті. Незалежно від конструкції механізму головки поділяються на осьові, з переміщенням вимірювального стрижня паралельно шкалі головки, і торцеві — з переміщенням вимірювального стрижня перпендикулярно шкалі.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.