Засоби суміщення часу зміни заготовок з часом роботи верстата.
Поєднання часу зміни заготівок з часом роботи верстатів з програмним управлінням без знімання пристосувань з верстата здійснюється декількома способами.
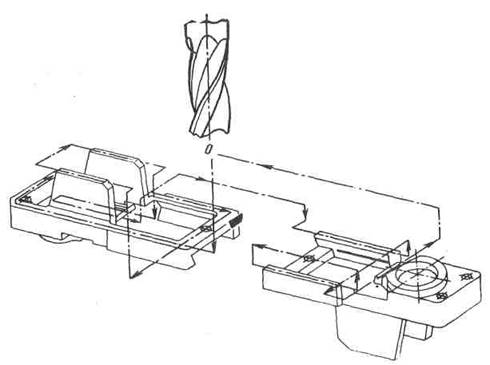
Рисунок 2 - Пристосування для зміни заготівок поза робочою зоною верстата (← — ∙—траєкторія руху інструменту)
Найбільш простим способом поєднання часу установки і закріплення заготівок невеликих габаритів з часом роботи верстата є застосування маятникового (човникового) способу обробки, При цьому способі на столі верстата встановлюють два пристосування. Знімання і установку заготівок здійснюють в одному з пристосувань, що знаходиться в завантажувальній позиції, під час обробки іншої заготівки, встановленої в пристосуванні, що знаходиться в робочій позиції. Не перекриваєме роботою верстата час зміни заготівок витрачається лише на швидке переміщення столу з однієї позиції в іншу. Пристосування можуть бути пристосуваннями-дублерами. В цьому випадку у заготівок, встановлюваних в кожному з пристосувань, обробляються аналогічні поверхні з однієї установки заготівки за однією і тією ж програмою.
При установці на столі верстата двох різних пристосувань в першому пристосуванні обробляється одна група поверхонь заготівки за однією програмою, оброблена в першому пристосуванні заготівка встановлюється заново в друге пристосування і за другою програмою обробляється інша група поверхонь заготівки (рисунок 2). При маятниковому методі обробки, не дивлячись на підвищення додаткових витрат, пов'язаних з виготовленням і експлуатацією пристосування-дублера, вартість обробки заготівки знижується за рахунок скорочення часу простоїв верстатів з ЧПУ, вартість станко-години яких значно вище, ніж звичних універсальних верстатів.
Особливо знижується вартість обробки при коротких циклах обробки, де частка часу, що витрачається на зміну заготівки в загальному балансі штучно-калькуляційного часу, значно вище, ніж при тривалому циклі обробки. Для поєднання допоміжного часу на зміну заготівок невеликих розмірів з часом роботи верстата застосовують також двухпозіционні поворотні столи, на яких встановлюють два пристосування. Після обробки заготівки в пристосуванні, що знаходиться в робочій позиції, стіл повертають на 180°, внаслідок чого пристосування, що знаходилося в завантажувальній позиції, встановлюється в робочу позицію, а пристосування з обробленою деталлю встановлюється в завантажувально-розвантажувальну позицію для знімання обробленої заготівки і установки нової заготівки, яка підлягає обробці.
Поєднання часу зміни заготівок з часом роботи верстата досягається також за рахунок застосування двух- або чотирьох -позиціонних пристосувань, встановлюваних на поворотних столах верстатів з ЧПУ з горизонтальним шпінделем. Переналагоджуваними пристосуваннями, які застосовують при такому способі обробки, є косинці або блоки коробчатого перетину з двома або чотирма установчими поверхнями з координатною сіткою отворів або пазів для установки і закріплення змінних базових елементів або наладок. Під час обробки заготівки, встановленої в одному з пристосувань, в іншому пристосуванні, встановленому на протилежній стороні косинця, робітник виробляє зміну заготівок. Час простою верстата при зміні заготівки обумовлюється в цьому випадку лише часом, що витрачається на поворот ділильного столу верстата на 180° (у разі застосування косинця з двома установчими поверхнями при двохпозиційній обробці).
Заміна заготовок поза робочої зони верстата
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.