









ЛЕКЦИИ 14 и 15
Глава 10. Финитные регуляторы и их свойства
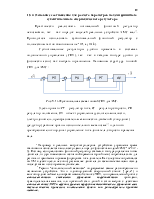
Содержание лекции 13. Изложены завершающие материалы по процедурам модифицированного метода динамического синтеза дискретных САУ. Описана оригинальная методика синтеза аналого - дискретно - аналоговых (аналогово - цифра - аналоговых) систем (АДАС) - (АЦАС). Представлены материалы (таблицы показателей качества), необходимые для выполнения инженерных расчетов коррекций в таких системах.
10.1 Общие положения
Финитными называют регуляторы и САУ с задаваемым при синтезе временем переходного процесса. Например, разработчик хочет добиться, чтобы время переходного процесса в проектируемой ЭМС было бы 1 сек. Такие системы могут быть реализованы только как дискретные по принципам сформулированным еще в 50-60 годы XX века.
Различают апериодические финитные системы (ФСАУ) и финитные системы с задаваемой квадратичной интегральной оценкой (КИО) ошибкой. Точнее, поскольку в теории дискретных функций используют не интегралы, а суммы решётчатых функций, то КИО заменяется квадратичной суммарной оценкой (КСО). В англо - язычной литературе термин "Dead - beat control systems" - синоним апериодические финитные САУ.
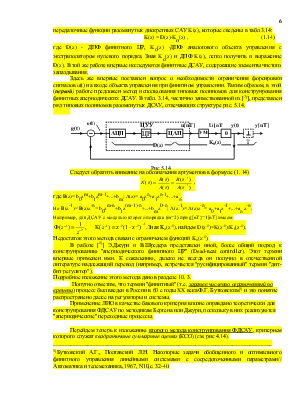
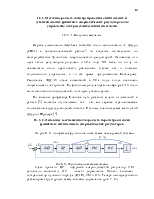
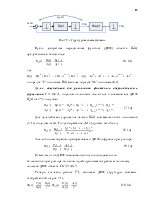
Первый принцип реализации дискретных апериодических финитных САУ был сформулирован Джури и Шредером1) (США00) (в тексте данной лекции знак*) указывает литературный источник, помещенный в сноску внизу страницы). Суть принципа формулируется так: «Можно получить апериодический переходный процесс в ДСАУ с заданным максимальным быстродействием, mT, где m – степень разностного уравнения модели объекта, если выбрать особым образом последовательный компенсационный регулятор» (см. рис. 1.14)
В те же годы Берген и Рагаццини (США) разработали свою методику расчета апериодического дискретного переходного процесса2). Её формули ____________________________________________________________________________
1) 1. Jury E.I., Schroeder W. Discrete compensation of sampled Data and Continuous Control Systems. AIEE Applications and Industry, N28, 1957, p.317-325.
2) Bergen A.R., Ragazzini J.R. Sampled-data processing techniques for feedback control systems. AIEE. Trans. Vol. 73, 1954. p. 236-294.
ровка будет такой. "При указанных нами (авторами методики) структурах ДСАУ можно получить апериодический переходный процесс с заданным максимальным быстродействием, mT, где m – степень разностного уравнения модели объекта, если выбрать особым образом последовательный компенсационный регулятор".
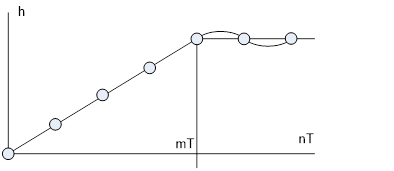
Рис. 1.14. Финитный апериодический переходный процесс
в ДСАУ с моделью «m» порядка
Чем же определяется столь длительный интерес к финитным ДСАУ, которые стало возможным реализовать только в 80 - е годы XX века?
Обратимся к приводам металлорежущих станков и роботов. Качество изделий на станках определяется "Степенью точности" их обработки, т. е.
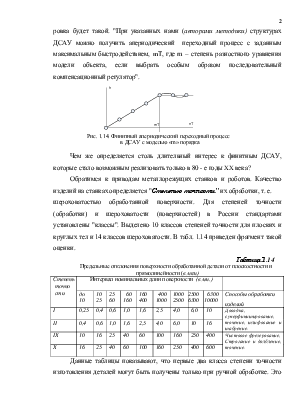
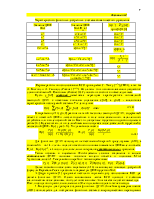
шероховатостью обработанной поверхности. Для степеней точности (обработки) и шероховатости (поверхностей) в России стандартами установлены "классы". Выделено 10 классов степеней точности для плоских и круглых тел и 14 классов шероховатости. В табл. 1.14 приведен фрагмент такой оценки.
Таблица 1.14
Предельные отклонения поверхности обработанной детали от плоскостности и прямолинейности (в мкм)
|
Cтепень точно сти |
Интервал номинальных длин поверхности (в мм.) |
|||||||||||
|
до 10 |
10 25 |
25 60 |
60 160 |
160 400 |
400 1000 |
1000 2500 |
2500 6300 |
6300 10000 |
Способы обработки изделий |
|||
|
I |
0,25 |
0,4 |
0,6 |
1,0 |
1,6 |
2,5 |
4,0 |
6,0 |
10 |
Доводка, суперфиниширование, точение, шлифование и шабрение. |
||
|
II |
0,4 |
0,6 |
1,0 |
1,6 |
2,5 |
4,0 |
6,0 |
10 |
16 |
|||
|
IX |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
Чистовое фрезерование, Строгание и долбление, точение. |
||
|
X |
16 |
25 |
40 |
60 |
100 |
160 |
250 |
400 |
600 |
|||
Данные таблицы показывают, что первые два класса степени точности изготовления деталей могут быть получены только при ручной обработке. Это многократно повышает стоимость таких изделий и существенно снижает производительность предприятия. Поэтому в металлообработке борьба за снижение шероховатости изделий является главной технологической проблемой. Её пытаются решить разными путями, в том числе, совершенствуя станки и системы электропривода.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.