Суть метода состоит в использовании температурной кривой в данном поперечном сечении полосы и гипотезы плоских сечений для определения зоны пластических деформаций, возникающих при нагреве, т. е. при сварке. Далее принимается, что последующее остывание должно вызвать появление усадочных напряжений обратного знака. Соответствующую этим напряжениям нагрузку принимают за активную нагрузку, приложенную к полосе. Основные параметры, характеризующие распределение усадочных напряжений, определяются при помощи гипотезы плоских сечений и условия равновесия внутренних сил в данном поперечном сечении полосы. Однако метод фиктивных сил может использоваться лишь в случае применимости гипотезы плоских сечений, т.е. в одномерных задачах. Только в наипростейших случаях двухмерной задачи, как показано Г.А. Николаевым-[70] этот метод может дать достаточно удовлетворительное первое приближение.
 Ко второму направлению
относятся работы, авторы которых рассматривают задачу определения сварочных
напряжений и деформаций как обычную температурную задачу деформируемой среды.
Сюда относятся работы Бултона и Лансе Мартина [96],. Г.А. Николаева [64], [70],
Н.О. Окерблома [74], Н. С. Лейкина [55], И. П. Байковой [4]. Основные положения
этих исследований изложены также в работе Г. Б. Талыпова [83]. Главный недостаток
этой теории состоит в том, что она не учитывает наличия зоны, где температура
нагрева выше той, при которой металл теряет свою способность сопротивляться
пластическим деформациям. Впервые разграничение зоны чисто пластических,
упруго-пластических и чисто упругих деформаций было сделано Г.А. Николаевым в
его работах [64], [65]. Однако и это разграничение не расширяет области
применения данного метода, основывающегося на гипотезе плоских сечений.
Ко второму направлению
относятся работы, авторы которых рассматривают задачу определения сварочных
напряжений и деформаций как обычную температурную задачу деформируемой среды.
Сюда относятся работы Бултона и Лансе Мартина [96],. Г.А. Николаева [64], [70],
Н.О. Окерблома [74], Н. С. Лейкина [55], И. П. Байковой [4]. Основные положения
этих исследований изложены также в работе Г. Б. Талыпова [83]. Главный недостаток
этой теории состоит в том, что она не учитывает наличия зоны, где температура
нагрева выше той, при которой металл теряет свою способность сопротивляться
пластическим деформациям. Впервые разграничение зоны чисто пластических,
упруго-пластических и чисто упругих деформаций было сделано Г.А. Николаевым в
его работах [64], [65]. Однако и это разграничение не расширяет области
применения данного метода, основывающегося на гипотезе плоских сечений.
Учет дополнительных пластических деформаций нагрева, возникающих после предельного состояния, был сделан Н. О. Окербломом [73]. Однако, если не учитывать накапливающиеся в процессе остывания после предельного состояния пластические деформации, то по существу этот метод является повторением метода Г. А. Николаева.
Выводимая из опыта схематизация процесса формирования сварочных напряжений и деформаций позволила Г. Б. Талыпову создать приближенную теорию их определения для металлов с достаточно высокой температурой объемных превращений, причем учитывались коренные изменения, происходящие в зоне шва, к которым, наряду со сварочными деформациями и напряжениями, относили и изменения структуры и изменения механических свойств основного металла этой зоны. Основной гипотезой этой теории является положение о том, что величина а(Тк — —Т0) определяет величину активной части пластической деформации зоны интенсивного нагрева и, следовательно, определяет деформации и напряжения в листе после его полного остывания.
Эта теория позволяет подойти к решению плоских и пространственных задач, так как она не связана с гипотезой плоских сечений. Ее можно применять при определении сварочных напряжений в связанных элементах и в элементах, имеющих пересекающиеся швы; она позволяет учитывать изменение механических свойств основного металла в зоне шва и влияние концевых участков шва.
Однако, как и все предыдущие, данная теория не учитывает влияния неодновременности наложения шва.
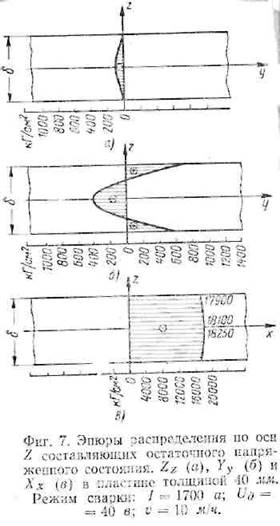
Одной из последних зарубежных работ в области теоретического определения сварочных напряжений и деформаций является работа К. Масубухи [104]. Он предложил новый метод анализа остаточных напряжений и деформаций при сварке по аналогии с теорией вихреобразования в гидродинамике. Принимается, что перемещения в непрерывной среде вызывают напряженное состояние без приложения внешних сил. В работе показано, что теория остаточных сварочных напряжений аналогична аэродинамической теории крыла. Перемещения соответствуют циркуляции воздуха вокруг крыла, а значение напряжений — потенциалу скоростей. Получено математическое выражение поля остаточных напряжений, которое было подтверждено испытаниями образцов, сваренных из пластин. Попытка теоретическим путем найти зависимость, третьей составляющей напряженного состояния, направленной по толщине сварного соединения, от толщины изделия и режима сварки сделана в работе В.С. Игнатьевой.[37]. Результатом работы явились формулы для приближенного расчета составляющих напряженного состояния (которые ввиду их громоздкости здесь не приводятся). Эти формулы позволяют найти распределение напряжений по всем трем осям.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.