Распределение напряжений по толщине соединения при сварке толстых пластин электрошлаковым способом изучали на образцах толщиной 240 и 350 мм. Результаты одного из таких исследований представлены на фиг. 29. Полученная картина распределения напряжений по толщине соединения резко отлична
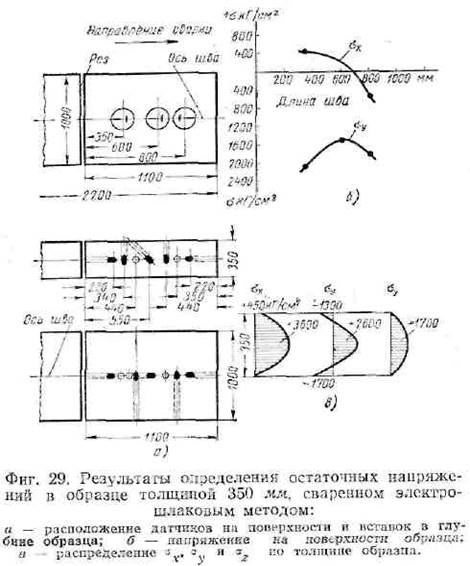
от распределения тех же напряжений при многослойной сварке. Напряжения растяжения на поверхности образца невелики (300—400 кГ/см2), напряжения сжатия напротив достигают высоких значений (до —1300 кГ/см2). Все три компонента напряжений являются растягивающими и имеют максимум в средней части толщины (ох от + 2950 до + 3600 кГ/см2, ау от + 2600 до + 3000 кГ\см2, а, от + 1700 до + 1800 кГ/см2).
Полученные результаты позволили сделать следующий вывод. Силовая схема остаточных трехосных напряжений при сварке элементов толщиной до 100 мм, по-видимому, не может вызвать перехода соединений в хрупкое состояние, так как образование поля напряжений с компонентами ол = crv = а в данном случае почти исключено. При электрошлаковой сварке элементов больших толщин, свыше 200 мм, возможно образование жесткой схемы остаточных напряжений.
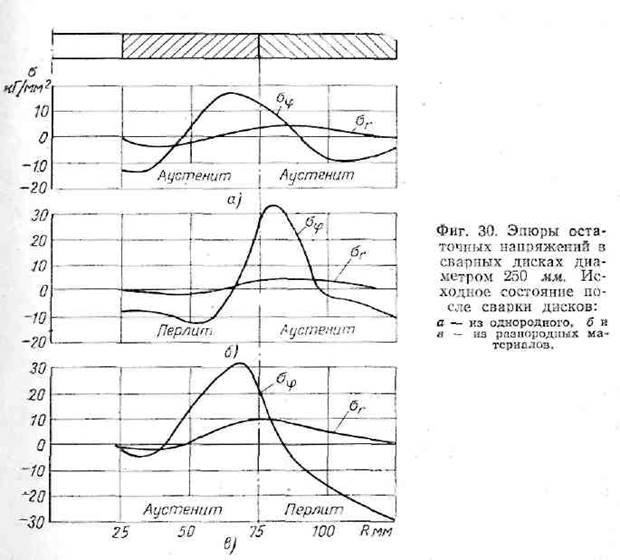
Сварка разнородных сталей. Особый интерес представляет сварка в стык разнородных аустенитных и перлитных сталей, гак как открывает большие возможности в проектировании сварных конструкций: сокращение расхода высоколегированной аустенитной стали, улучшение конструктивной формы и технологичности изделия, снижение стоимости изготовления конструкции. Опасность получения в данном случае высоких остаточных напряжений из-за разности коэффициентов линейного расширения применяемых сталей, как показано в работе В. Н. Земзина 136], невелика. В этой работе из колец из разнородных сталей сваривали диски, причем исследовали различные сочетания сталей. Как видно из результатов исследований, приведенных на фиг. 30, во всех дисках характер распределения напряжений одинаков. Влияние разнородности сталей сказывается только в небольшом сдвиге пика напряжений в сторону аустенита, но выражено сравнительно слабо. Исходя из этого, делается вывод, что если сварная конструкция из разнородных сталей эксплуатируется в исходном состоянии после сварки, то для оценки ее работоспособности могут быть использованы общие рекомендации.
 Разность коэффициентов
линейного расширения начинает проявляться в случае термообработки после сварки
соединений разнородной стали. После термообработки при 650° С в течение 2 ч
эпюры остаточных напряжений претерпевают существенные изменения (вместо плавных
эпюр — скачкообразные) [36]. Вне зависимости от положения аустенитного и
перлитного колец, в первом из них действуют напряжения растяжения, достигающие
предела текучести, а во втором — уравновешивающие их напряжения сжатия. По
линии сплавления наблюдается резкий скачок напряжений с переменой их знака
(фиг. 31).
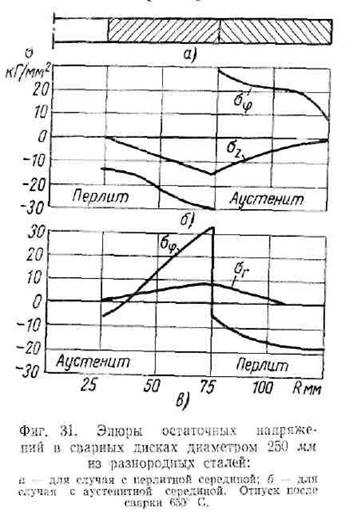
Разность коэффициентов
линейного расширения начинает проявляться в случае термообработки после сварки
соединений разнородной стали. После термообработки при 650° С в течение 2 ч
эпюры остаточных напряжений претерпевают существенные изменения (вместо плавных
эпюр — скачкообразные) [36]. Вне зависимости от положения аустенитного и
перлитного колец, в первом из них действуют напряжения растяжения, достигающие
предела текучести, а во втором — уравновешивающие их напряжения сжатия. По
линии сплавления наблюдается резкий скачок напряжений с переменой их знака
(фиг. 31).
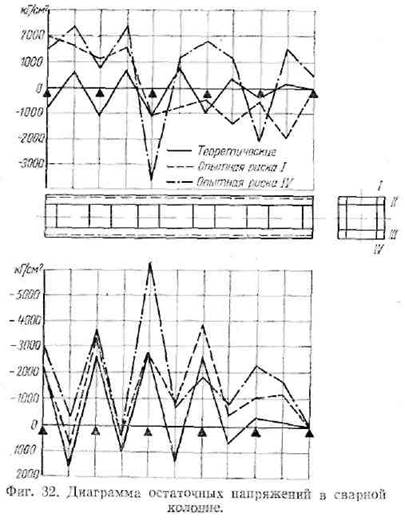
Сварка целой конструкции. При сварке конструкции, состоящей из нескольких элементов (ферма, рама, резервуар и т. д) неизбежно будет происходить усадка сварного шва, которая вызовет возникновение напряжений не только в данном сварном соединении, но и во всех до этого сваренных узлах. Таким образом, приварка каждого последующего элемента вызывает появление в конструкции новых напряжений, и, следовательно, напряжения в каждом отдельном соединении будут слагаться из напряжений, возникших непосредственно при его сварке, и напряжений, обусловленных сваркой всей конструкции в целом.. Эти напряжения могут распределяться по элементам конструкции самым различным образом, в зависимости от последовательности приварки тех или иных элементов, причем величина и характер распределения напряжений в значительной степени зависит от жесткости той части конструкции, к которой приваривается очередной элемент. На фиг. 32 представлены результаты исследования остаточных напряжений, возникающих при изготовлении сварной колонны, состоящей из четырех уголков 75X75x12 мм, соединенных планками шириной 120 мм и толщиной 10 мм [72].
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.