При остывании легированных сталей распад аустенита в зависимости от их химического состава и скорости остывания может начаться при более низких температурах, с переходом аустенита в мартенсит, образование которого связано с резким увеличением объема (фиг. 5, кривая 3). Так как здесь объемные в большинстве случаев появляются совместно с тепловыми напряжениями, тогда как последние могут возникать и существовать и при отсутствии структурных (например, при сварке изделий из аустенитных сталей).
Механизм возникновения структурных напряжений можно представить в следующем виде [72]. При сварке и наплавке зона основного металла, расположенная вблизи шва, подвергается нагреву до температур, превосходящих температуры точек Асх и Ас3, и, следовательно, для стали всех марок имеет место фазовое превращение, связанное с уменьшением объема стали (фиг. 5, кривая /). Однако в связи с тем, что для низкоуглеродистых сталей это превращение всегда происходит при температурах выше 600° С, т. е. в материале, находящемся в пластическом состоянии, происходящие объемные деформации не сопровождаются образованием напряжений в металле.
 деформации происходят при
низких температурах, когда металл находится в упругом состоянии, то структурные
превращения приводят к образованию остаточных напряжений.
деформации происходят при
низких температурах, когда металл находится в упругом состоянии, то структурные
превращения приводят к образованию остаточных напряжений.
Структурные напряжения, образующиеся в сварных соединениях, могут быть первого, второго и третьего рода. Образование напряжений первого рода было объяснено выше. Образование напряжений второго рода связано, очевидно, с неодновременностью процесса распада аустенита по объему соединения [77].
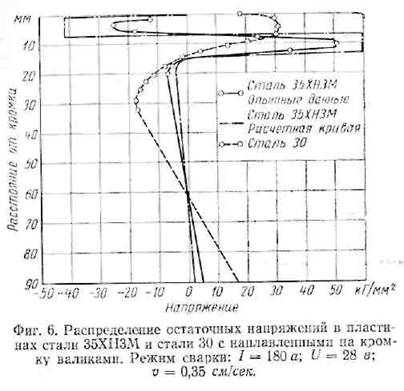
Для разных по химическому составу сталей, т.е. для сталей, имеющих различные структурные превращения при одинаковых температурах, остаточные структурные напряжения возникают по-разному. Так, при сварке конструкционной закаливающейся стали 35ХНЗМ мартенситное превращение, имеющее место в области упругого состояния металла, значительно меняет распределение сварочных напряжений [35]. В этом случае меняется не только величина, но и характер напряженного состояния, а именно в закаленной зоне появляются напряжения сжатия вместо напряжений растяжения, наблюдающихся при отсутствии превращений (например, при сварке стали 30; фиг. 6). Причем, при переходе от закаленной зоны к зоне высокого отпуска наблюдаются большие градиенты напряжений.
В работах Г. А. Николаева [63] показано, что чем выше температура начала распада аустенита, тем больше величины остаточных напряжений растяжения, возникающих при сварке. Сокращение интервала температуры распада аустенита приводит к еще большему увеличению остаточных напряжений. С понижением температуры распада аустенита оста точные напряжения уменьшаются, а при значительном ее понижении происходит замена остаточных напряжений растяжения напряжениями сжатия. Было отмечено, что наибольшие остаточные напряжения (2200—2800 к.Г/см2, или 220—280 Мн/м2) из всех испытанных сталей имели низкоуглеродистые стали.
ДРУГИЕ ИСТОЧНИКИ ВОЗНИКНОВЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ СВАРКЕ
Кроме указанных в предыдущих разделах источников возникновения остаточных сварочных напряжений, имеются и другие возможные причины возникновения последних. Сюда относят, например, изменение растворимости газов, окружающих сварной шов, в процессе охлаждения и старение металлов [77].
Наибольшую роль в явлении, связанном с изменением растворимости газов при охлаждении, играет водород, так как он в больших, чем другие газы, количествах растворяется в железе. Растворимость водорода в железе резко меняется при структурных превращениях (например, уменьшение растворимости при переходе железа из модификации у в модификацию а).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.