Класс II. Круглые стержни (валы). Эти детали, имеющие цилиндрическую форму при длине, значительно превышающей их диаметр. Изготавливаются из качественных углеродистых или легированных сталей, реже из высокопрочного чугуна. К деталям этого класса относятся коленчатые и распределительные валы. Валы гладкие и ступенчатые, шлицевые и пустотелые, а также крестовины.
В качестве технологических баз используются центровые отверстия, полученные при изготовлении деталей.
Класс III. Полые цилиндры. Они объединяют группу деталей, характеризующихся совокупностью концентрично расположенных полых цилиндров. Эти детали изготавливаются из чугуна, углеродистых и легированных сталей или цветных сплавов. К этому классу относятся гильзы цилиндров, чашки дифференциалов, ступицы колес, втулки, стаканы.
При восстановлении базирование этих деталей производится по внутренним, наружным или торцевым поверхностям.
Класс IV. Диски. Характеризуются большими размерами диаметров в сравнении с длиной цилиндрической поверхности. Изготавливаются из модифицированного чугуна, из углеродистой или легированной стали. К таким деталям относятся диски, фланцы, маховики, зубчатые колеса. При восстановлении в качестве технологических баз используют отверстия и один из торцов этих деталей.
Класс V. Некруглые стержни. К ним относятся прямолинейные и криволинейные стержни, поперечное сечение которых не имеет круглой формы, и длина более чем вдвое превышает размер поперечного сечения. Номенклатура деталей этого класса, а также применяемые материалы, отличаются большим разнообразием.
Класс VI. Крепежные детали. К ним относятся метизы и нормали.
Класс VII. Невосстанавливаемые детали и элементы такие, как подшипники качения, ремни, шланги резиновые, провода.
Детали VI и VII классов при разработке технологических процессов восстановления в дальнейшем могут не учитываться.
С учетом принятой классификации индекс детали обозначается цифрами от I до VII, который указывает к какому классу они относятся.
Результаты структурного анализа изделия могут быть представлены в табличной (табл. 2) или графической форме (рис. 5).
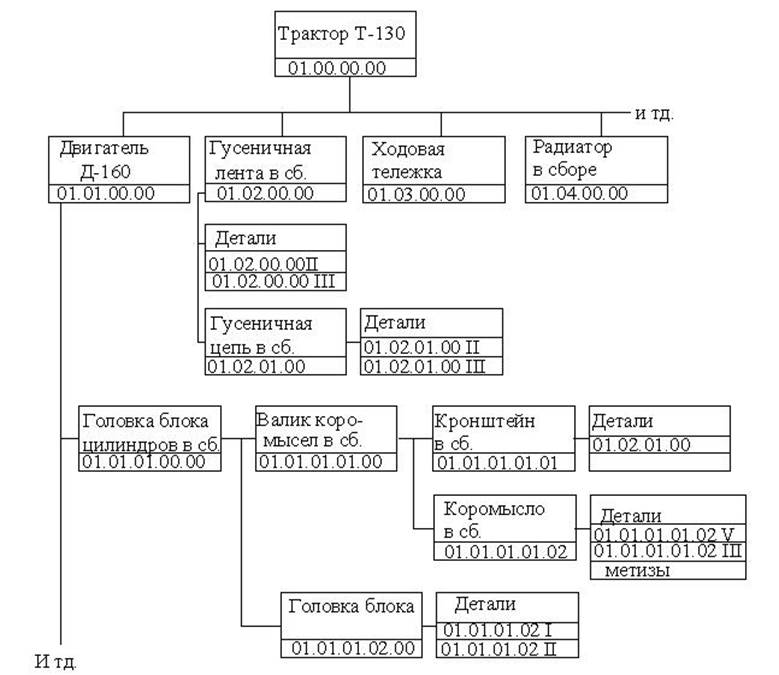
Рис. 5. Фрагмент структурной схемы трактора Т-130
Структурно-логическая схема изделия является основой для разработки частных и общих технологических процессов ремонта изделия, его сборочных единиц и технологических процессов восстановления деталей.
Таблица 2
Табличная форма структурного анализа
|
Наименование объекта ремонта и его элементов |
Уровень расчленения объектов ремонта и их индексы |
Детали и метизы. Индексы |
|||
|
1 |
2 |
3 |
и т.д. |
||
|
Трактор Т-130 |
01.00.00.00 |
||||
|
Гусеничная лента |
01.01.00.00 |
||||
|
Детали |
01.01.00.00 I, V |
||||
|
Гусеничная цепь в сборе |
01.01.01.00 |
||||
|
Детали |
01.01.01.00 II, III |
||||
|
Двигатель Д-160 |
01.02.00.00 |
||||
2.4. Разработка частных технологических процессов ремонта
Частные технологические процессы (маршрутная технология) разрабатываются для каждого элемента и сборочной единицы, представленной в структурной схеме. В основе каждого частного технологического процесса лежит маршрут ремонта, предусматривающий выполнение комплекса ремонтных операций.
Чаще всего к таким ремонтным операциям относятся:
наружная очистка и мойка изделия;
демонтаж рабочего или навесного оборудования;
разборка изделия на сборочные единицы;
мойка сборочных единиц и пропаривание картерных полостей;
разборка сборочных единиц на детали;
мойка и очистка деталей;
дефектация деталей;
комплектование и сборка сборочных единиц;
испытание и контроль сборочных единиц;
окраска сборочных единиц;
сборка изделия из сборочных единиц и элементов;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.