- оборудование должно соответствовать современным показателям по производительности, безопасности, уровню механизации и автоматизации основных и вспомогательных операций.
Типовое оборудование выбирается по каталогам или прейскурантам промышленности. При отсутствии типового технологического оборудования рекомендуется предусматривать нестандартное оборудование. Такое оборудование специально проектируется для данного технологического процесса или выбирается по альбомам проектно-конструкторских организаций.
Расчет потребного количества оборудования выполняется при разработке производственного процесса ремонта изделия.
Частные технологические процессы в зависимости от типа производства могут быть представлены маршрутными технологическими схемами или в табличной форме (рис. 7), табл. 3.
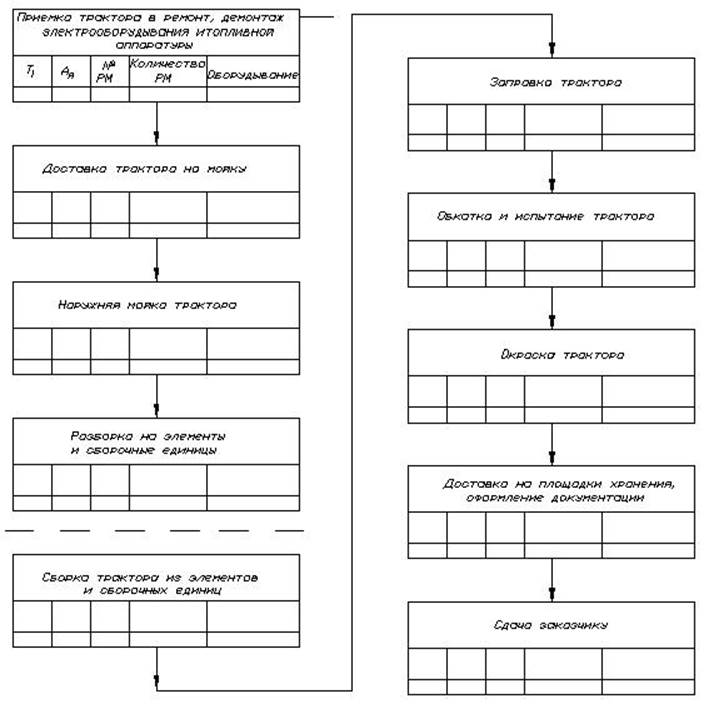
Рис. 7. Схема технологического маршрута ремонта машины
Таблица 3
Табличная форма частных технологических процессов ремонта
|
Наименование изделия, элемента, сборочной единицы, детали |
Индекс |
Виды работ |
||||||||||
|
Наружная мойка |
Разборка изделия |
И т.д. |
||||||||||
|
Т |
Ая |
Nрм |
Кол-во РМ |
Оборудование |
Т |
Ая |
Nрм |
Кол-во РМ |
Оборудование |
|||
При проектировании технологических процессов в производственных условиях дополнительно разрабатывается технологическая документация, предусмотренная Единой Системой Технологической Документации.
Таблица частных технологических маршрутов может быть заменена двумя документами: схемой технологических маршрутов (табл. 4) и ведомостью рабочих мест и постов (табл. 5).
Таблица 4
Схема технологических маршрутов ремонта изделия и его сборочных единиц
|
Наименование изделия, элементов и сборочных единиц |
Индекс |
Виды работ |
|||||||
|
Наружная мойка |
Разборка машины |
Мойка элементов |
Разборка на сборочные единицы |
Мойка сборочных единиц |
Разборка на детали |
Мойка деталей |
И т.д. |
||
|
Трактор Т-130 |
01.00.00.00 |
+ |
+ |
||||||
|
Двигатель Д-160 |
01.01.00.00 |
+ |
+ |
||||||
|
Головка блока |
01.01.01.00 |
+ |
+ |
||||||
|
Детали |
01.01.01.02I |
+ |
|||||||
|
Нормали |
+ |
||||||||
Примечание. Знаком + обозначено выполнение данной операции или вида работ.
Табл. 4 дает возможность определить номенклатуру ремонтных операций или видов работ и последовательность их выполнения, для изделия и его сборочных единиц, т.е. сформировать схему технологического маршрута.
В ведомости рабочих мест и постов производится расчет потребного количества производственных рабочих, рабочих мест и постов. Путем формирования постов достигается рациональная загрузка рабочих
Таблица 5
Ведомость рабочих мест и постов
|
Операции и виды работ |
Такт ремонта, t |
Трудоемкость чел. ч. |
Расчетное кол-во рабочих, Ая |
Кол-во рабочих на раб. месте Ая рм. |
Кол-во рабочих мест, Nрм |
Номера рабочих мест |
Номера постов |
Принятое кол-во рабочих на посту Ая п |
Коэффициент загрузки поста, hз п |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.