Виды работ и операции для табл. 5 принимаются по данным табл. 4. Расчеты такта, количество рабочих и других параметров выполняются по формулам (1); (2); (3); (4).
Посты формируются из одного или нескольких рабочих мест, принятых в частных технологических процессах с учетом предметного или технологического признака специализации их. Посты организуются для обеспечения рациональной загрузки рабочих и оборудования. Место поста в общей структуре предприятия показано на рис. 8.
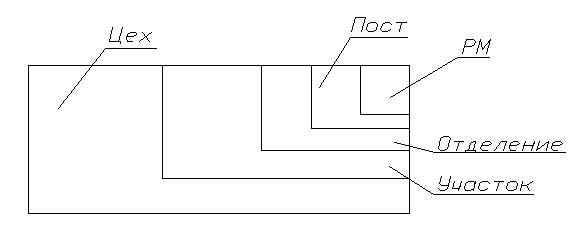
Рис. 8. Схема производственной структуры цеха
Степень загрузки рабочих на посту оценивается коэффициентом загрузки hз п:
![]() (5)
(5)
где Ая.р – расчетное явочное количество рабочих на рабочих местах поста;
Ая.п – принятое явочное количество рабочих на посту.
Расчетное количество рабочих на посту определяется суммированием количества рабочих на рабочих местах, вошедших в состав поста.
Рекомендуется коэффициент загрузки рабочих на посту принимать равным 0,95…1,15.
При формировании постов следует руководствоваться следующими рекомендациями:
- в пост можно объединять рабочие места, которые работают в технологическом процессе параллельно, т.е. операции (виды работ) выполняются в одном такте;
- допускается объединение в пост рабочих мест, которые работают в технологическом процессе последовательно, но при этом операции должны быть размещены в соседних тактах;
- количество рабочих на посту Ая.пне должно превышать 8 человек, однако, в тех случаях, когда за постом закрепляется отдельный вид работ, количество рабочих на посту может превышать указанное пороговое значение Ая.п;
- в пост рекомендуется объединять те рабочие места, на которых выполняется одна или несколько операций, близких по содержанию и квалификации работ.
2.5. Разработка схемы производственного процесса ремонта машин
Производственный процесс включает в себя подготовку средств производства, обслуживание рабочих мест; получение и хранение ремонтного фонда материалов и запасных частей; восстановление и изготовление деталей; разборочные и сборочные работы; организацию транспортных связей; технический контроль на всех стадиях производства и другие технологические, организационные и технические действия, связанные с ремонтом. Основой для решения этих вопросов служит общая схема производственного процесса. Она разрабатывается для выявления рациональной технологической последовательности выполнения операций и ремонтных работ, определения количества и номенклатуры постов, количества технологического, транспортного и вспомогательного оборудования, количества производственных рабочих на посту, транспортных и технологических связей постов с другими подразделениями предприятия.
Схема производственного процесса представляется совокупностью постов, увязанных технологической последовательностью.
Исходными данными для разработки такой схемы служат:
- структурная схема изделия;
- частные технологические процессы ремонта изделия.
Рекомендуется общую схему технологического процесса представить в графической форме, рис. 9.
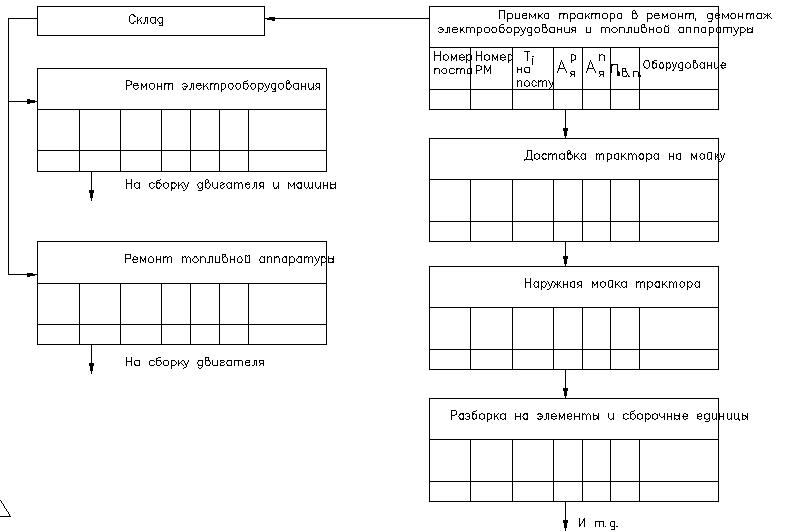
Рис. 9. Фрагмент схемы производственного процесса ремонта машин
На схеме в виде блоков показаны отдельные посты с указанием содержания и объема работ на них выполняемых и последовательность передвижения изделия, его элементов и деталей от одного поста к другому.
На основе схемы производственного процесса в технологической части проекта определяются основные параметры ремонтного предприятия:
годовая трудоемкость работ по видам, постам, участкам и цехам;
количество оборудования и степень его загрузки;
форма организации производства и метод ремонта;
количество производственных рабочих и работающих на предприятии;
состав производственных участков и цехов предприятия;
площади производственных, вспомогательных и складских помещений;
форма и размеры производственного корпуса, компоновка цехов и планировка оборудования;
схема генерального плана предприятия;
потребность в основных и вспомогательных материалах;
параметры грузопотока в цехах и на предприятии;
состав и мощности вспомогательных служб предприятия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.