εу2 = εу1 = 423 (мкм);
При шлифовании на оправке:
εу3 = εпр3 = 8 (мкм) ([3], табл.2.1, с. 64).
Расчетный припуск ([1], табл.4.2, с. 62):
![]() ;
;
Черновое точение:
![]() (мкм);
(мкм);
Чистовое точение:
![]() (мкм);
(мкм);
Шлифование:
![]() (мкм).
(мкм).
Расчетный размер:
dрi = dрi+1 + 2Zmin i+1;
dр3 = 64.981 (мм);
dр2 = 64.981 + 0.136 = 65.117 (мм);
dр1 = 65.117 + 1.046 = 66.163 (мм);
dрзаг = 66.163 + 2.25 = 68.413 (мм).
Допуск на размер по каждому переходу (di) определяем по СТ СЭВ 145-75 и заносим в таблицу.
Наименьший предельный размер получаем путем округления в большую сторону расчетного размера до того же знака десятичной дроби с каким дан допуск на размер.
Наибольший предельный размер получаем путем прибавления к наименьшему предельному размеру допуска на размер.
Наименьший предельный припуск получаем путем вычитания из наименьшего предельного размера предшествующего перехода наименьший предельный размер данного перехода.
Наибольший предельный припуск получаем путем вычитания из наибольшего предельного размера предшествующего перехода наибольший предельный размер данного перехода.
Номинальный припуск:
Zо ном = Zо min + Нзаг - Ндет = 3519 + 1200 - 19 = 4700 (мкм).
Номинальный размер заготовки:
dзаг ном = 64.981 + 4.7 = 69.68 (мм) ≈ 69.7 (мм).
Проверка:
2Zmax3пр - 2Zmin3пр =240-139 = 101 (мкм);
d2-d3 = 120-19 = 101 (мкм);
2Zmax2пр - 2Zmin2пр =1260-1080 = 180 (мкм);
d1-d2 = 300-120 = 180 (мкм);
2Zmax1пр - 2Zmin1пр =4400-2300 = 2100 (мкм);
dзаг-d1 = 2400-300 = 2100 (мкм).
Cхема графического расположения припусков и допусков на обработку поверхности Æ65h6 представлена на рисунке 1.3.
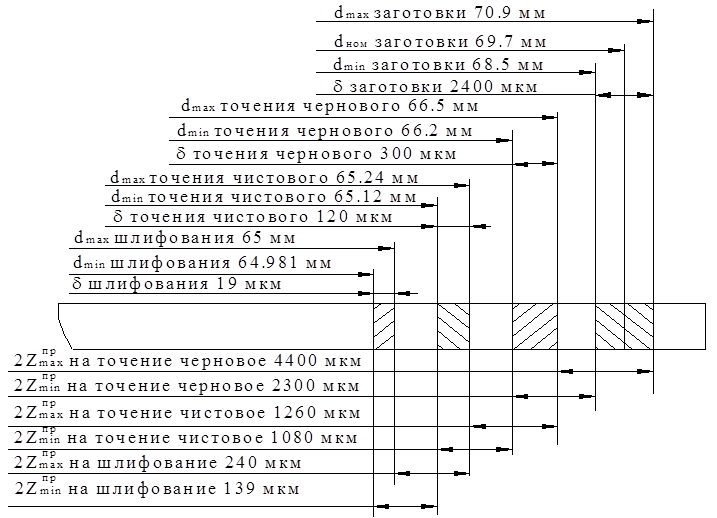
Рисунок 1.3 – Схема графического расположения припусков и допусков на обработку поверхности Æ65h6.
1.6.2 Расчет припуска на обработку Æ47H7
Расчет ведем с использованием таблицы 1.5.
Суммарное значение пространственного отклонения для заготовки ([1], табл.4.7, с. 66):
rзаг = ![]() , где
rкор = Δк·D =0.7·47 = 33
(мкм);
, где
rкор = Δк·D =0.7·47 = 33
(мкм);
rсм = 320 мкм – исходя из допуска формы и расположения;
rзаг = ![]() (мкм).
(мкм).
Остаточное пространственное отклонение:
после чернового растачивания ([1], с. 73):
rост1 = kу1·rзаг , где kу1 = 0.04 ([1], с. 73);
rост1 = 0.04·322 = 13 (мкм).
после чистового растачивания ([1], с. 73):
rост2 = kу2·rост1, где kу2 =0.02 ([1], с. 73);
rост2 = 0.02·13 = 0.26 (мкм).
Таблица 1.5 – Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Æ47H7.
|
Технол. переход обработки поверхности Æ47H7 |
Элементы припуска, мкм |
Расчетный припуск |
Расчетный размер |
Допуск |
Предельный размер, мм |
Предельные значения припуска, мкм |
|||||
|
Rzi-1 |
Ti-1 |
ri-1 |
εi |
2Zmin i, мкм |
dрi, мм |
di, мкм |
dmin |
dmax |
2Zminпр |
2Zmaxпр |
|
|
Заготовка |
700 |
322 |
- |
- |
43.445 |
2400 |
41 |
43.4 |
- |
- |
|
|
Растачивание черновое |
50 |
50 |
13 |
423 |
2·1232 |
45.909 |
160 |
45.74 |
45.9 |
2500 |
4740 |
|
Растачивание чистовое |
20 |
25 |
0.26 |
423 |
2·523 |
46.955 |
62 |
46.893 |
46.955 |
1055 |
1153 |
|
Развертыва-ние |
10 |
25 |
- |
- |
2·35 |
47.025 |
25 |
47 |
47.025 |
70 |
107 |
|
Итого |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3625 |
6000 |
Погрешность установки ([1], с. 73):
при черновом растачивании:
![]() , где
εб1 = 0 т.к. обработка ведется в самоцентрирующем патроне;
, где
εб1 = 0 т.к. обработка ведется в самоцентрирующем патроне;
εз1 = 420 мкм ([1], табл.4.10, с. 75);
εпр1 = 50 мкм ([3], табл.31, с. 170);
![]() (мкм);
(мкм);
при чистовом растачивании:
εу2 = εу1 = 423 (мкм);
при развертывании погрешность установки не учитывается, т.к. крепление развертки плавающее.
Расчетный припуск ([1], табл.4.2, с. 62):
![]() ;
;
черновое растачивание:
![]() (мкм);
(мкм);
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.