Круглая выемка и лыска на детали легкодоступны для обработки и могут быть обработаны одним инструментом (фрезой) на одной операции. Базирующими поверхностями при этом будут выемка Æ130H9 и отверстие Æ17H14.
В целом деталь является довольно технологичной и не очень сложной в обработке.
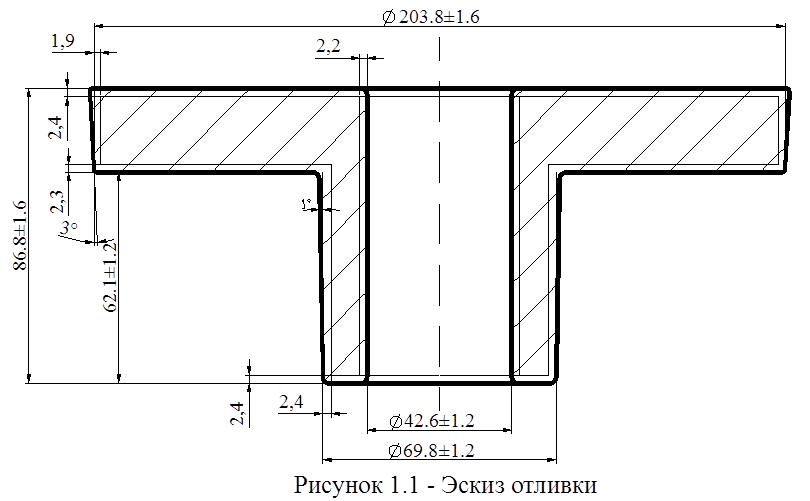
1.4 Выбор и технико-экономическое обоснование метода получения
заготовки
Заменяем литье 3-го класса на литье 2-го класса по ОСТ2 МТ21-2-83. По ГОСТ 26645-85 это будет соответствовать литью в песчано-глинистые формы с уплотнением смеси до твердости не ниже 90 единиц. Причем отливку выполняем с центральным отверстием что снизит ее массу по сравнению с отливкой базового техпроцесса. Материал отливки СЧ20.
Припуски и допуски назначаем в соответствии с ГОСТ 26645-85.
Класс точности отливки – 10 (табл. 9)
Все определяемые значения сводим в таблицу 1.2.
Наружная поверхность Æ200h14.
Допуск размера – 3.2 мм (табл. 1)
Степень коробления – 5 (табл. 10) при h/L=0.29
Допуск формы и расположения – 0.5 мм (табл. 2)
Общий допуск – 3.2 мм (табл. 16)
Степень точности – 13 (табл. 11)
Ряд припуска – 7 (табл. 14)
Припуск на сторону – 1.9 мм (табл. 6)
Припуск на диаметр – 3.8 мм
Размер в отливке – 200+3.8=203.8 (мм)
Таблица 1.2 – Определение припусков и допусков отливки.
|
Поверх- ности детали |
Допуск размера, мм |
Степень коробления |
Допуск формы и расположения, мм |
Общий допуск, мм |
Степень точности |
Ряд припуска |
Припуск на сторону, мм |
Припуск на диаметр (две стороны), мм |
Размер в отливке, мм |
|
Æ200h14 |
3.2 |
5 |
0.5 |
3.2 |
13 |
7 |
1.9 |
3.8 |
203.8 |
|
Æ65h6 |
2.4 |
5 |
0.32 |
2.4 |
13 |
7 |
2.4 |
4.8 |
69.8 |
|
Æ47H7 |
2.2 |
5 |
0.32 |
2.4 |
13 |
7 |
2.2 |
4.4 |
42.6 |
|
82h14 |
3.2 |
5 |
0.32 |
3.2 |
13 |
7 |
2.4 |
4.8 |
86.8 |
|
62±0.2 |
2.2 |
5 |
0.32 |
2.4 |
13 |
7 |
2.3 |
– |
62.1 |
Точность отливки 10 – 5 – 13 – 9т ГОСТ 26645-85
Масса 5 – 7.17 – 1.67 – 0.5 ГОСТ 26645-85
Эскиз заготовки представлен на рисунке 1.1.
 Экономическое
обоснование метода получения заготовок производим по рекомендации [1].
Экономическое
обоснование метода получения заготовок производим по рекомендации [1].
Стоимость заготовки получаемой литьем ([1], с. 31):
 , где С – базовая
стоимость 1 т заготовок, С=360 руб;
, где С – базовая
стоимость 1 т заготовок, С=360 руб;
Q – масса заготовки, QБ = 9.5 кг, QП = 7.17 кг;
kТ – коэффициент, зависящий от класса точности, kТБ=1, kТП=1.05;
kС – коэффициент, зависящий от группы сложности, kСБ=kСП=0.83;
kВ – коэффициент, зависящий от массы отливки, kВБ= kВП=0.91;
kМ – коэффициент, зависящий от марки материала, kМБ= kМП=1.04;
kП – коэффициент, зависящий от объема производства,
kПБ=kПП=0.77;
q – масса детали; q=5 кг;
Sотх – стоимость 1 т отходов, Sотх=24,8 руб;
 (руб)
(руб)
 (руб)
(руб)
Экономический эффект ([1], с. 39):
ЭЗ = (SЗАГб- SЗАГп)·N = (1.95-1.58)·3000 = 1290 (руб.).
Т.к. экономический эффект положителен, то замена заготовки на более точную, но с центральным отверстием, целесообразна.
1.5 Анализ базового и технико-экономическое обоснование
предлагаемого вариантов техпроцесса
Базовый техпроцесс спроектирован по принципу концентрации операций с применением преимущественно оборудования с ЧПУ. Это заметно увеличивает время обработки и приводит к удорожанию обработки детали. Также это приводит к неоправданному завышению штучного времени на операциях токарной и сверлильной обработок. Избежать этого можно путем замены оборудования с ЧПУ многорезцовыми автоматами и универсальным оборудованием с ручным управлением. На тех операциях, где это необходимо можно использовать оборудование с ЧПУ. Также улучшаем базовый техпроцесс путем образования главного отверстия на этапе получения заготовки, т.е. отверстие уже нет необходимости сверлить в сплошном металле, а можно ограничиться лишь его расточкой и развертыванием. Операцию 080 радиально-сверлильную базового техпроцесса, выполняемую на станке 2М55, заменяем на три вертикально-сверлильные операции, выполняемые на станке 2Н125, что значительно сокращает себестоимость обработки за счет более низкой стоимости станка 2Н125 и более простой технологической оснастки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.