|
№ опера- ции |
Операция |
mр, шт |
mпр, шт |
ηз |
ηо |
|
010 |
Токарная многорезцовая |
0.05 |
1 |
0.05 |
0.22 |
|
020 |
Токарная многорезцовая |
0.06 |
1 |
0.06 |
0.26 |
|
030 |
Токарно-винторезная |
0.06 |
1 |
0.06 |
0.31 |
|
040 |
Токарно-винторезная |
0.07 |
1 |
0.07 |
0.26 |
|
050 |
Токарная с ЧПУ |
0.04 |
1 |
0.04 |
0.39 |
|
060 |
Вертикально-сверлильная |
0.06 |
1 |
0.06 |
0.41 |
|
070 |
Вертикально-сверлильная |
0.04 |
1 |
0.04 |
0.42 |
|
080 |
Вертикально-сверлильная |
0.02 |
1 |
0.02 |
0.21 |
|
090 |
Вертикально-сверлильная |
0.03 |
1 |
0.03 |
0.1 |
|
100 |
Вертикально-сверлильная |
0.04 |
1 |
0.04 |
0.14 |
|
110 |
Вертикально-фрезерная |
0.04 |
1 |
0.04 |
0.34 |
|
120 |
Торцекруглошлифовальная |
0.12 |
1 |
0.12 |
0.05 |
Строим графики загрузки оборудования и загрузки оборудования по основному времени.
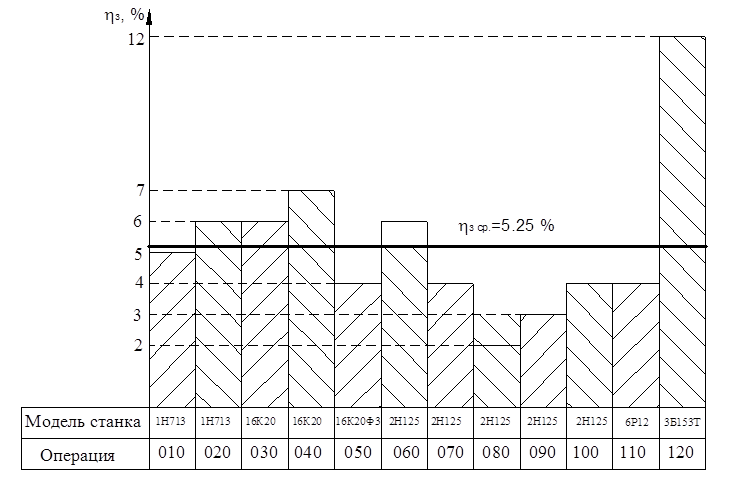
Рисунок 1.5 – График загрузки оборудования
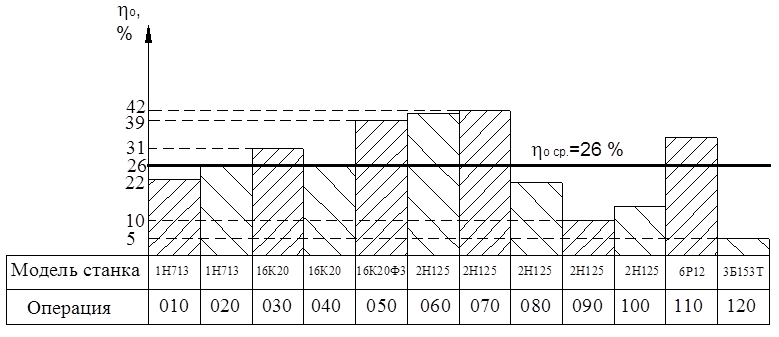
Рисунок 1.6 – График загрузки оборудования по основному времени
Коэффициент загрузки оборудования по мощности [1]
ηм = Nпр/Nст, где Nпр – необходимая мощность на приводе станка;
Nст – мощность установленного электродвигателя.
Результаты расчетов сводим в таблицу 1.9.
Таблица 1.9 – Коэффициент загрузки оборудования по мощности
|
№ опера- ции |
Операция |
Nпр, кВт |
Nст, кВт |
ηм |
|
010 |
Токарная многорезцовая |
7.87 |
17 |
0.46 |
|
020 |
Токарная многорезцовая |
5.87 |
17 |
0.34 |
|
030 |
Токарно-винторезная |
4.1 |
10 |
0.41 |
|
040 |
Токарно-винторезная |
1.2 |
10 |
0.12 |
|
050 |
Токарная с ЧПУ |
4.2 |
10 |
0.42 |
|
060 |
Вертикально-сверлильная |
1.08 |
2.2 |
0.49 |
|
070 |
Вертикально-сверлильная |
1.02 |
2.2 |
0.46 |
|
080 |
Вертикально-сверлильная |
0.23 |
2.2 |
0.1 |
|
090 |
Вертикально-сверлильная |
0.52 |
2.2 |
0.24 |
|
100 |
Вертикально-сверлильная |
1.2 |
2.2 |
0.54 |
|
110 |
Вертикально-фрезерная |
5.08 |
7.5 |
0.72 |
|
120 |
Торцекруглошлифовальная |
0.81 |
7.5 |
0.11 |
Строим график загрузки оборудования по мощности.
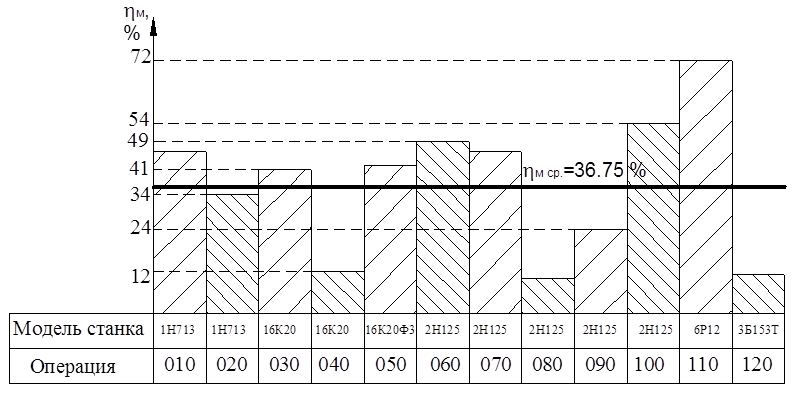
Рисунок 1.7 – График загрузки оборудования по мощности
1.10 Обоснование выбора транспортных средств цеха
Межцеховой грузопоток для деталей типа Фланец 2К52.31.00.011.00 [5]
Q = G·N, где G – масса заготовки, G = 7.17 кг;
N – годовая программа выпуска изделия, N=3000шт;
Q = 7.17·3000 = 21510 (кг).
Межоперационный грузопоток рассчитывается по формуле [5]
q = g·N, где g –масса детали, g=5 кг;
q = 5·3000 = 15000 (кг).
Масса грузопотока стружки, образующаяся за 1 час при обработке детали рассчитывается по формуле [5]
 (кг).
(кг).
В качестве межцехового транспорта принимаем, по рекомендации [5], электрокар, а в качестве межоперационного – кран-балку. Стружка будет собираться на каждом рабочем месте в специальную тару, а затем доставляться электрокаром в отделение по переработке стружки.
1.11 Уточнение типа производства и установление его
организационной формы
Количество операций, выполняемых на одном рабочем месте [1]
O = ηз.н./ηз.ф., где ηз.н – нормативный коэффициент загрузки, ηз.н = 0.8.
Расчет ведем с использованием таблицы 1.10
Таблица 1.10 – Уточнение типа производства
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.