Можно прогнозировать, что в массовом производстве новая технологическая схема предварительное зубонарезание — обкатывание постепенно будет вытеснять шевингование.
Изготовление зубчатых колес по схемам предварительное зубонарезание шевингование и предварительное зубонарезание обкатывание исключает использование для получения заготовок зубчатых колес таких высокопроизводительных и экономичных процессов, как штамповка, горячая накатка, выдавливание, литье и т. п. Для того чтобы подготовить колесо, заготовка которого получена с оформленными зубьями, к последующей отделке, необходимо провести получистовую обработку зубьев, т. е. количество oпeраций при этом не уменьшается и такая технологическая схема окажется выгодной лишь для изготовления колес больших модулей, когда становится существенной экономия металла. Таким образом, применение заготовок колес с оформленными зубьями может оказаться целесообразным лишь при наличии высокопроизводительного процесса с высокими исправляющими способностями, обеспечивающего получение точных колес из неточных заготовок. Этим требованиям в значительной мере удовлетворяет процесс чистового зубонарезания резцовыми головками с нулевым углом профиля, оснащенными твердым сплавом.
Из формулы (4) следует, что вогнутость, образующаяся на боковых сторонах зубьев колес при обработке их дисковыми резцовыми головками, может быть уменьшена за счет увеличения диаметра и уменьшения угла профиля инструмента. В пределе, если принять угол профиля инструмента равным нулю, вогнутость на боковых сторонах профиля не образуется.
Однако использование прямоугольной (a=0) исходной инструментальной рейки практически нецелесообразно вследствие:
а) ограниченного по числу зубьев диапазона нарезаемых колес;
б) значительного ослабления рабочей части резцов, что имеет особо важное значение при работе твердосплавным инструментом.
Возможность использования прямоугольной инструментальной рейки при полном обкатывании заготовки (см. рисунок 3.3) или только одной впадины (см. рисунок 3.4) ограничивается условием
 .
.
При несоблюдении этого условия периферийная кромка рейки опускается ниже окружности впадин, что недопустимо.
Заменив rf и rВ их значениями, выраженными через m, z, а, получим
откуда
При обработке колес с числом зубьев z<42 начинается подрезание — срезание эвольвентных участков уголками рейки, которые будут описывать (в относительном движении) удлиненные эвольвенты. При наличии на прямоугольной рейке особым образом рассчитанных переходных участков, соединяющих вертикальную боковую кромку с горизонтальной периферийной, эффект подрезания может быть в значительной степени уменьшен.
Если принять, что размер переходного участка рейки 0,25 т, условие примет следующий вид
![]()
откуда, после преобразований получаем
при а=22° z<33.
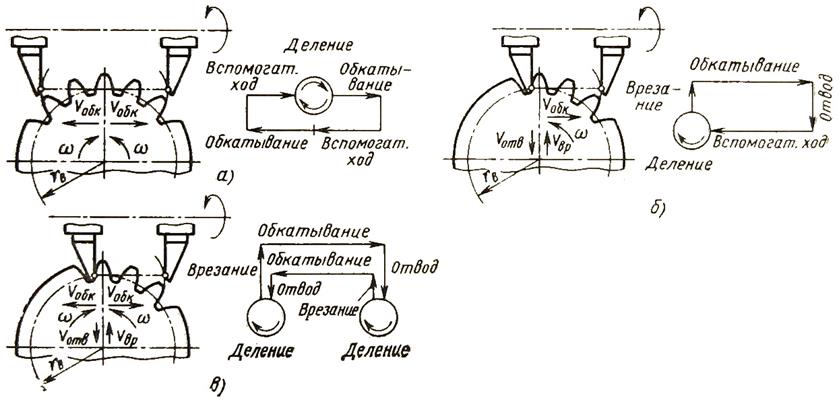 |
а — при тангенциальном врезании и двустороннем обкате; б — при радиальном врезании и одностороннем обкате; в — при радиальном врезании и двустороннем обкате
Рисунок 3.8 Чистовое зубонарезание резцовыми головками с нулевым углом профиля при использовании прерывистых схем обкатывания
Таким образом, возможность применения схем, предусматривающих полное обкатывание при обработке всей заготовки или одной только впадины, ограничивается при использовании прямоугольной инструментальной рейки.
Рассмотренные выше недостатки, присущие прямоугольной инструментальной рейке устраняются, если перейти к прерывистой схеме обкатывания (рисунок. 3,8, а).
При работе по данной схеме две линии резцов устанавливаются в корпусе головки таким образом, чтобы расстояние между противоположными профилирующими кромками равнялось длине общей нормали. Обкатывание производится вначале в одну сторону до положения окончания профилирования эвольвентного участка. После этого производится реверсирование движений обката и аналогичным образом обрабатывается противоположная сторона профиля. Затем вновь следует реверсирование движений обката и момент, когда заготовка находится в среднем положении, осуществляется деление.
Лабораторные и производственные испытания позволили вы явить следующие особенности процесса.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.