1. Возможность получения высокой точности независимо от исходной точности зубчатого венца заготовки.
Высокую производительность процесса, обусловленную применением в качестве инструментального материала твердого сплава; возможность в связи с этим осуществлять обработку заготовок имеющих повышенную твердость.
|
|
|
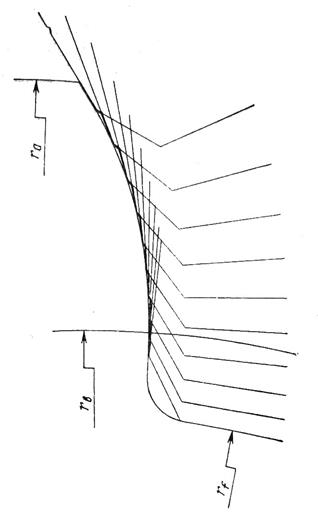
Рисунок 3.9 Схема образования микронеровностей огранки при равномерной подаче обката |
Высокую исправляющую способность процесса, которая наряду с высокой производительностью дает основание к реализации его в условиях массового производства при использовании заготовок с зубьями, полученными при помощи производительных процессов формообразования.
Следует однако заметить, что наряду с отмеченными преимуществами схеме прерывистого обкатывания присущи и определенные недостатки. К ним относятся: а) наличие холостых ходов, снижающих производительность процесса; б) необходимость реверсирования движений обката при обработке каждой впадины; в) необходимость отвода заготовки от резцовой головки в момент начала вспомогательного хода.
Эти недостатки в определенной мере устраняются путем усовершенствования схемы прерывистого обката. Если в определенном положении заготовки осуществлять радиальное врезание, то открывается возможность при обкатывании в одну сторону одновременно производить обработку левой и правой стороны профиля. При использовании радиального врезания обработка может производиться по двум схемам: одностороннего и двустороннего обкатывания
При работе по схеме одностороннего обкатывания (рисунок 3.8, б) заготовка подводится к резцовой головке (производится радиальное врезание) и получает движение обката. Левая и правая боковые стороны обрабатываются одновременно, а после окончания профилирования заготовка быстро отводится от резцовой головки и возвращается в исходное положение, где происходит деление заготовки на l/z часть оборота. После этого цикл повторяется до обработки всех зубьев колеса.
Если деление заготовки производить после окончания обкатывания, то можно полностью избавиться от вспомогательных ходов. В этом случае обработка осуществляется по схеме двустороннего обкатывания (рисунок 3.8, в).
При чистовой обработке профилей зубьев параллельно с основной задачей — достижением требуемой точности — решается другая важная задача — достижение требуемой шероховатости поверхности.
Схема образования микронеровностей огранки при равномерной подаче обката показана на рисунке 3.9 Максимальная высота микронеровностей образуется на участках профиля в районе окружности выступов. На участках же профиля, близких к основной окружности, высота микронеровностей теоретически близка к нулю. При переходе к неравномерной подаче можно обеспечить одинаковую на всех участках профиля высоту микронеровностей. За счет этого уменьшается число резов, приходящихся на профилирование и, следовательно, увеличивается производительность.
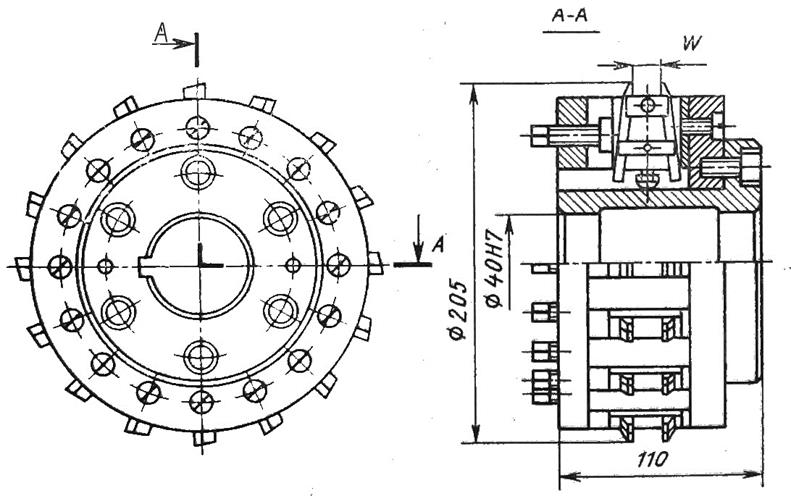 |
Весьма интересны перспективы применения червячных фрез для чистовой обработки с нулевым углом профиля. Такие червячные фрезы должны иметь две винтовые «нитки» с разнонаправленными левыми и правыми резцами (рисунок 3.10). Соответственно каждая нитка профилирует левую и правую стороны зубьев. Па сути дела, такие фрезы являются разновидностью фрез «Победах для чистовой обработки, имеющих угол профиля больший, чем 0. Применение червячных фрез с нулевым углом профиля целесообразно лишь при работе с радиальной подачей. Конструктивное оформление таких фрез, как будет показано в гл. III, имеет много общего с резцовыми головками, работающими по схеме прерывистого, одностороннего либо двустороннего обката.
3.1.6 Перспективный способы обработки боковых поверхностей зубьев прямозубых конических колес
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.