Классическая схема вырезания впадины зубчатого колеса реечным инструментом по методу огибания (см. рисунок 3.3) содержит все признаки, характерные для так называемой генераторной схемы протягивания. Эта схема зубонарезания реализована при обработке цилиндрических узковенцовых зубчатых колес твердосплавными резцовыми головками. Каждая впадина зубчатого колеса вырезается за один цикл обката, что дает возможность оптимизировать исходную схему резания за счет неравномерной подачи. Однако прерывистость процесса, необходимость осуществления реверсирования движений обката и деления заготовки на шаг являются его недостатками.
Вырезать металл из впадины колеса при условии непрерывности процесса можно, применяя для этого червячный одновитковый инструмент большого диаметра. Шаг витка такого инструмента должен быть кратным шагу нарезаемого колеса и больше длины отрезка, определяющего начало вырезания впадины и конечный момент профилирования (рисунок 3.5). Длина винтовой линии, а следовательно, и диаметр инструмента рассчитываются исходя из условия размещения такого количества режущих и профилирующих зубьев, которые способны удалить весь металл из впадины и осуществить профилирование боковых сторон с заданной величиной огранки профиля.
Таким образом, инструмент, спроектированный на основе изложенных принципов, одновитковая резцовая головка позволяет соединить положительные стороны непрерывности процесса с рациональной, напоминающей протягивание схемой вырезания впадины. Процесс зубонарезания таким инструментом называется кинематическим зубопротягиванием.
Осуществление процесса возможно на зубофрезерных станках, конструкция суппорта которых позволяет разместить инструмент большого диаметра. Главное движение — вращение инструмента, как и при червячном зубофрезеровании, должно иметь жесткую связь с вращением заготовки. Гитара деления станка настраивается при этом исходя из следующих расчетных перемещений: один оборот инструмента должен соответствовать k/z оборота нарезаемого колеса, где z— число зубьев колеса, a k —целое число, показывающее, во сколько раз шаг винтовой линии инструмента больше шага зубьев колеса
Р=πm, где n — частота вращения инструмента, об/мин.
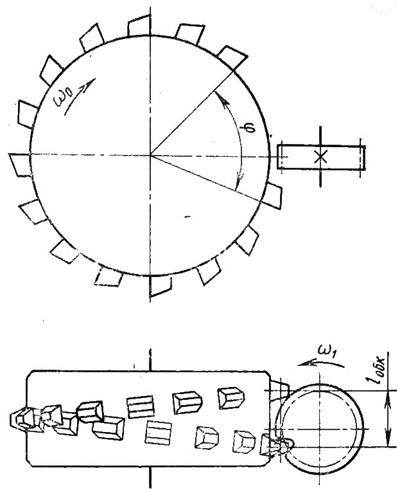
Длина винтовой линии и диаметр инструмента должны быть достаточными для размещения необходимого количества режущих зубьев. Однако в целях создания условий, обеспечивающих на протяжении всего периода обработки заготовки соблюдение запроектированной схемы резания и облегчающих возможность автоматизации, целесообразно на одновитковой резцовой головке иметь сектор, свободный от резцов. В этом случае радиальный подвод заготовки в зону резания следует производить в тот момент, когда секторное пространство остановленного инструмента располагается против нарезаемого зубчатого колеса (рисунок 3.6). Таким образом, после обработки каждой заготовки инструмент
|
|
|
Рисунок 3.6 Схема взаимного расположе- ния заготовки и резцовой головки |
должен быть остановлен в строго фиксированном положении. Начало обработки заготовки производится без разгона кинематической цепи станка, что возможно лишь при весьма высокой крутильной жесткости привода главного движения и оснащении одновитковой резцовой головки резцами из быстрорежущей стали.
Расчет основного технологического времени при кинематическом зубопротягивании цилиндрических колес быстрорежущей резцовой головкой производится по формуле

Для реализации процесса кинематического зубопротягивания, например, на станке 5К32А максимально допустимый диаметр одновитковой резцовой головки может быть принят равным 205мм. При частоте вращения инструмента 80 об/мин основное технологическое время обработки зубчатого колеса (m=2,5мм. z=27) составит 20, 25с, а одной впадины соответственно 0,75с. Использование твердого сплава в качестве инструментального материала создает возможность дальнейшего повышения производительности кинематического зубопротягивания. Но при этом необходимо соблюдать следующие условия.
1. Частота вращения делительного червяка не должна превосходить числа, определяемого кинематикой станка;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.