2. Радиальная подача заготовки на врезание должна осуществляться при вращающемся инструменте. Если на протяжении периода врезания не принять специальных мер, то нарушится запроектированная схема резания, а следовательно, возрастет и нагрузка на каждый зуб одновитковой головки в соответствии с величиной радиальной подачи.
Одной из мер, позволяющей избежать указанный недостаток, является сообщение заготовке прерывистой подачи, согласованной с вращением инструмента, для осуществления поэтапного врезания в пределах нескольких первых впадин (рисунок 3.7).
.
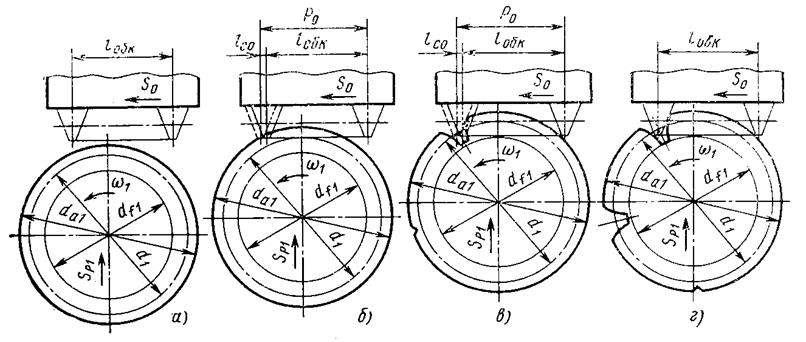
Рисунок 3.7 Схема поэтапного осуществления радиальной подачи
Радиальная подача sp начинается в момент совпадения осей симметрии центрального зуба инструмента и нарезаемого зубчатого колеса (см. рисунок 3.7, а). Первый этап заканчивается после выхода последнего резца витка инструмента из заготовки и прохождения им участка, не заполненного резцами, соответствующего величине l со от шага Рo витка до начала вырезания следующей впадины (см. рисунок. 3.7, б). Далее процесс зубообработки продолжается при неизменном взаимном расположении заготовки и инструмента до момента врезания его центрального зуба, после чего осуществляется очередной этап радиальной подачи (см. рисунок. 3.7, в) и цикл повторяется.
Процесс поэтапного радиального перемещения заготовки относительно инструмента заканчивается при достижении необходимого межосевого расстояния, обеспечивающего профилирование вырезаемой впадины на полную глубину (см. рисунок. 3.7, г).
Основное технологическое время зубообработки в этом случае рассчитывается по формуле
где zР — число впадин зубчатого колеса, в пределах которого осуществляется радиальное врезание.
При весьма высокой производительности процесса зубонарезания одновитковыми резцовыми головками следует учитывать еще и возможность дальнейшей оптимизации схемы резания, которая открывается за счет того, что в контакте с заготовкой находится лишь один виток инструмента.
Оптимизация схемы резания может быть реализована по двум направлениям. Первое направление предусматривает изменение высоты заходных зубьев резцовой головки — протяжки по определенному закону. Второе направление заключается в преднамеренном закономерном изменении угла подъема винтовой линии, вдоль которой располагаются режущие зубья инструмента. Это направление позволяет наиболее полно осуществить оптимизацию схемы резания. Однако для его реализации необходимо в соответствии с законом изменения угла подъема винтовой линии изменять и угловую скорость вращения заготовки. На обычных зубофрезерных станках это неосуществимо, поэтому требуется либо существенная их модернизация, либо создание принципиально нового станка.
3.1.5 Чистовая обработка цилиндрических зубчатых колес резцовыми головками с нулевым углом профиля
После изобретения и совершенствования процесса шевингования обработка зубьев цилиндрических зубчатых колес в крупносерийном и массовом производствах строилась по следующей схеме: предварительное зубонарезание — шевингование. Эта схема получила распространение в производствах с небольшим объемом выпуска.
Широкое распространение процесса шевингования объясняется, прежде всего, высокой производительностью (2—3 с/зуб для средних модулей) и экономичностью процесса. С помощью шевингования можно получить хорошие результаты и по точности (6—7-я степень), но при условии, что предварительное зубонарезание стабильно обеспечивает точность не ниже 8-й степени. Таким образом, исправляющая способность шевингования не выше 1—2-х степеней точности. Колеса, нарезанные с большими погрешностями, шевингованием не исправляются.
Относительно низкий исправляющий эффект шевингования, необходимость получения предварительно обработанных под шевингование колес достаточно высокой степени точности послужили поводом к разработке новой технологической схемы, по которой шевингование заменяется обкаткой гладкими эталонными колесами.
Исправляющий эффект обкатывания еще ниже, чем шевингования, поэтому требования по точности к предварительно нарезанным колесам должны быть несколько повышены.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.