Что же касается армирования червячных фрез твердым сплавом, то это направление практически до сих пор не реализовано вследствие трудностей, связанных с изготовлением червячных фрез и с использованием в полной мере режущих свойств твердого сплава при эксплуатации большинства зубофрезерных станков. Можно считать, что затруднения, связанные с изготовлением червячных фрез, армированных твердым сплавом, в настоящее время в основном преодолены, поскольку созданы удовлетворительные в технологическом отношении конструкции подобных фрез. Применение же алмазных шлифовальных кругов в сочетании с электрофизическими и электрохимическими методами обработки полностью решает и проблему технологии профилирования. Затруднения, связанные с использованием режущих свойств твердого сплава относятся в основном к механике зубофрезерных станков. Нетрудно убедиться в том, что зубофрезерные станки, в том числе и современные, не приспособлены для работы на скоростных режимах (v=150÷200 м/мин и выше). При червячном зубофрезеровании скорость резания — вращение фрезы органически входит в состав движений обката. Увеличение в n раз частоты вращения фрезы неизбежно сопровождается увеличением в такое же число раз частоты вращения нарезаемого колеса, т. е. стола станка. Последний приводится во вращение червячной делительной парой, имеющей большое передаточное отношение. При увеличении частоты вращения стола в соответствии со стремлением увеличить скорость резания скорость скольжения в червячной делительной паре оказывается недопустимой. Обычно в паспортах зубофрезерных станков указывается допустимая по скорости скольжения частота вращения делительного червяка.
Например, в паспорте зубофрезерного станка 5К32А указывается, что частота вращения делительного червяка не должна превышать 1200 об/мин. Это ограничение учитывается при выборе скорости резания (частоты вращения фрезы) с помощью неравенства
где z — число зубьев нарезаемого колеса; k — число заходов фрезы.
Следует учитывать и тот факт, что зубофрезерные станки имеют разветвленные громоздкие кинематические цепи. При высокой скорости вращения всех звеньев этих цепей резко возрастают потери на трение, в итоге оставшаяся полезная мощность окажется недостаточной для осуществления основного процесса.
С учетом изложенного становится понятным, почему до настоящего времени скоростное зубофрезерование червячными фрезами, армированными твердым сплавом, практически не применяется в производственных условиях машиностроительных предприятий.
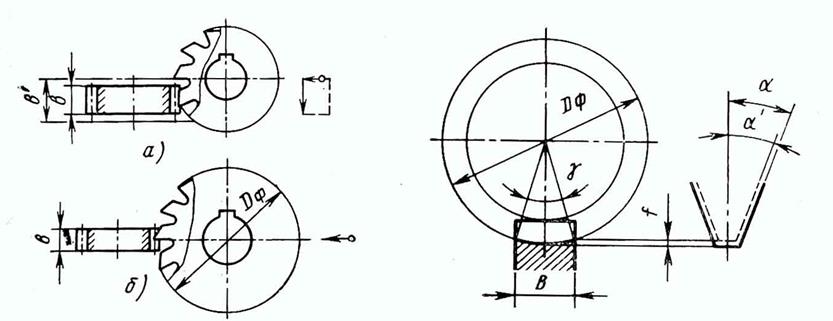
Возможности уменьшения длины пути подачи. При обработке штучных заготовок весьма значительными могут быть затраты времени на врезание инструмента. В таких случаях рекомендуется осуществлять обработку комбинированием подач: радиальной — для врезания и продольной — для основной обработки (рисунок 3.1, а). Длина пути подачи при работе по такому циклу «не зависит от диаметра применяемого инструмента, что является весьма важным при использовании червячных фрез большого диаметра. Применение фрез большого диаметра при относительно малой ширине зубчатого венца дает возможность осуществлять обработку без продольной подачи, т. е. используя в наиболее полной мере принцип наикратчайшей длины пути резания (рисунок. 3.1, б).
При работе без продольной подачи по дну впадины и на боковых сторонах зубьев образуется вогнутость. В соответствии с рисунком.2 вогнутость по дну впадины
 .
.
При относительно малых углах
 .
.
|
|
|
|
а – при комбинировании радиальной и осевой подачах; б – при радиальной подаче Рисунок 3.1 Схема зубонарезания: |
Рисунок 3.2 Схема определения вогнутости призубонарезании с радиальной подачей |
Следовательно,
 .
.
При определении вогнутости по боковым сторонам профиля зубьев можно считать, что профиль производящей рейки в торцовом сечении заготовки также очерчен прямыми линиями, а профильный угол α' равен α. Тогда величина вогнутости, отнесенная к одной стороне профиля и измеряемая по нормали к профилю зуба, может быть определена согласно рисунок 3.2 по формуле
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.