С учетом недостатков, присущих гребенчатым фрезам, был разработан метод, который предполагает замену гребенчатых фрез дисковыми резцовыми головками, армированными твердым сплавом. В отличие от обработки гребенчатыми фрезами, при которой обкатывание осуществляется непрерывно, а число ниток (кольцевых линий) фрезы равно числу зубьев заготовки, в этом случае обработка осуществляется однониточной дисковой фрезой (резцовой головкой) с периодическим поворотом — делением заготовки на 1/z часть.
В исходном положении заготовке сообщаются согласованные движения обката, в результате чего вырезается одна впадина. После обработки первой впадины производится деление заготовки- - поворот на один зуб, после чего ей сообщаются согласованные движения обката, но в обратную сторону — при этом обрабатывается вторая впадина.
В эксплуатационном и технологическом отношении дисковые однониточные фрезы имеют ряд преимуществ по сравнению с гребенчатыми. Важным преимуществом является сравнительно небольшая масса и, следовательно, лучшая транспортабельность дисковых фрез. Следует также отметить простоту сборки дисковых фрез и контроля их в собранном виде. Корпус дисковой фрезы изготовить значительно проще, чем корпус гребенчатой фрезы и т. п.
|
|
Возможная производительность процесса при использовании однониточной резцовой головки вследствие наличия холостых ходов снижается, но по сравнению с другими процессами зубонарезания остается весьма высокой (1,5—1,8 с/зуб при m=2,5 мм, заготовка из стали 12ХНЗА). Высокая производительность процесса определяется не только возможностью наиболее полно использовать режущие свойства твердого сплава, но и возможностью рационального распределения нагрузки, приходящейся на каждый рез за счет придания изделию неравномерной подачи обката.
На рисунке. 3.3 показана схема резания, изображающая ряд последовательных положений инструмента при обработке с равномерной подачей впадины колеса режущей однозубой гребенкой. При каждом очередном резе изменяется толщина и площадь срезаемого слоя. Подача обката назначается при этом, исходя из наибольшей толщины или площади срезаемого слоя одного из резов. Следовательно, при обработке почти всей впадины подача оказывается заниженной. Изменение подачи обката за период обработки каждой впадины даст возможность: выравнивать процесс по площадям и толщинам срезаемых слоев и поднять производительность за счет более рационального распределения резов, приходящихся на обработку каждой впадины.
Для существующих традиционных методов зубонарезания инструментами типа зуборезной гребенки или долбяка изменять подачу с целью выравнивания процесса не представляется возможным, так как в работе находятся одновременно несколько режущих зубьев, профилирующих различные участки смежных зубьев колеса.
При нарезании цилиндрических зубчатых колес дисковыми резцовыми головками имеется возможность изменять скорость подачи обката за цикл обработки впадины, так как резцовая головка имеет только один ряд зубьев.
3.1.3 Зубофрезерование червячными фрезами большого диаметра
Червячные фрезы большого диаметра наиболее целесообразно применять при обработке узковенцовых колес с радиальной подачей. Если же необходима продольная подача (при образовании большой вогнутости), то для сокращения длины пути врезания следует прибегать к комбинированному циклу обработки (см. рисунок 3.1,а).
При эксплуатации фрез большого диаметра появляется возможность дальнейшего увеличения производительности за счет армирования фрез твердым сплавом (увеличение скорости резания).
Ограничивающим фактором, как для одного, так и для другого направления увеличения производительности является предельно допустимая для данного зубофрезерного станка частота вращения червяка делительной передачи. Для этого, например, следующая зависимость для зубофрезерного станка 5К32, представим в следующем виде
где v —скорость резания; Dи — диаметр инструмента; zпр —предельное число зубьев; k.— число заходов червяка. Откуда
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
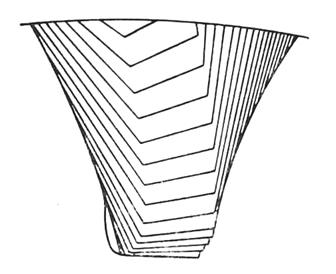 Рисунок 3.3
Схема резания при вырезании впадины зубчатого колеса однозубой гребенкой
Рисунок 3.3
Схема резания при вырезании впадины зубчатого колеса однозубой гребенкой