|
Металл |
KMV |
|
Стали конструкционные, углеродистые и легированные хромом, марганцем, никелем, инструментальные углеродистые стали (20, 40, 45, 50Г, 65Г, 15Х, 20Х, 40Х, 40Н, 12ХН3Н, 12Х2Н4А, 20ХН3А, 2ХГНР, У7Ф, У8Н, У10А, У12А и близкие к ним) |
1,0 |
|
Стали, легированные вольфрамом, титаном, кремнием, молибденом (33ХГСА, 33ХМЮА, 30ХГС, 18ХНВА, 30ХГТ, 38ХСА, 18ХГТ, 12ХМФ, 20ХМ, 30ХМ, 34ХН1М, 40ХНВА, 34ХН3МФ, 15Х1М1Ф, 15Х1М1Ф, ХВГ, 50ХВА, ШХ15 и близкие к ним) |
0,85 |
|
Стали жаропрочные и нержавеющие (1Х12В2МФ, 15Х12ВМФ, 15ХМФКР, 2Х13, 3Х13, 4Х13, Х17Н2, Х23Н13, 1Х23Н18, Х25Н20С2, Х20Н80, 3Х14А, Х15Н60, 45Х17МФ5 и близкие к ним) |
0,45 |
|
Стали жаропрочные и нержавеющие, содержащие титан, быстрорежущие, инструментальные (1Х18Н9Т, 1Х18Н10Т, Х12Н20ТЗР, 4Х12Н8, 8МФБ, Р18, Р9, Р6М5 и близкие к ним) |
0,15 |
|
Чугуны и бронзы (СЧ12, СЧ15, СЧ18, СЧ24, ОЦС10-2, ОЦС6-6-3, АЖ9-4 и близкие к ним) |
1,6 |
Определяется результирующий коэффициент обрабатываемости
Кто=![]()
 .
.
Оценка технологичности формы
Для оценки технологичности формы детали подсчитывается коэффициент КТФ. Для подсчета коэффициента используется эскиз объекта производства. Оценивается технологичность всех обрабатываемых поверхностей. Оценка технологичности производится с использованием таблицы 6. Если поверхность по форме признается технологичной, то она исключается из дальнейшего анализа. Поверхности, отнесенные к нетехнологичным, оцениваются коэффициентом по таблице. Определяется среднее значение КТФ по всем поверхностям, признанным нетехнологичными:
КТФ= .
.
Оценка технологичности формы поверхности Таблица 6
|
Признак оценки |
Нетехнологично |
Ктф |
Технологично Ктф=1,0 |
|
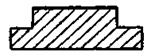
Сокращение площади обработки |
|
0,8 |
|
|
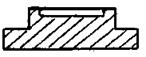
Открытость обрабатываемых поверхностей |
|
0,8 |
|
|
Обрабатываемые поверхности лежат в одной плоскости |
|
0,8 |
|
|
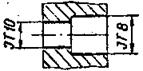
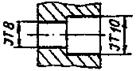
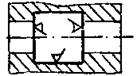
При обработке соосных отверстий наиболее точное – сквозное |
|
0,7 |
|
|
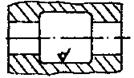
Шлицевое отверстие |
Глухое |
0,6 |
сквозное |
|
Наличие обрабатываемых выточек |
|
0,6 |
|
|
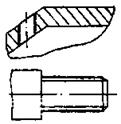
Возможность нормального врезания и выхода инструмента |
|
0,7 |
|
|
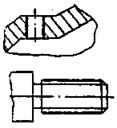
Нет глухих резьбовых отверстий с резьбой на всю глубину отверстия |
|
0,8 |
|
|
Наличие отверстий, наклонных к базовой плоскости |
|
0,5 |
|
|
Нет поверхностей сложной геометрической формы (в том числе, конических) |
|
0,9 |
|
Конструкция заготовки может быть признана технологичной, если можно выбрать удобные базы для ее обработки и избежать погрешности базирования. Этот показатель технологичности оценивается коэффициентом КТБ, для подсчета которого рассматриваются все операции технологического процесса. Коэффициент КТБ рассчитывается для каждой операции. Если при установке заготовки возникает погрешность базирования, то КТБ=0,5. Если погрешность базирования отсутствует и в качестве технологической базы используется конструкторская база, то КТБ=1. Если в качестве базы используется вспомогательная поверхность, то КТБ=0,9. Использование искусственной (вспомогательной) технологической базы оценивается КТБ=0,75. Если используется условная база, которая при обработке материализуется, то КТБ=0,85. По найденным частным значениям находится среднее арифметическое значение КТБ.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.