Таблица 3
|
Номер бревна |
Длина участка l, м |
Время прохождения t, с |
Скорость подачи U=(60∙l)/t, м/мин |
|
1 |
5,2 |
6,55 |
47,6 |
|
2 |
4,86, |
52 |
44,2 |
|
3 |
4,5 |
5,70 |
47,4 |
|
4 |
4,3 |
5,10 |
50,6 |
|
5 |
5,3 |
6,86 |
46,4 |
|
Ср. значение |
4,8 |
6,10 |
47,2 |
Сменная производительность станка ФБС-750М определяется по формуле:
 ,
,
где: U- скорость подачи, м/мин берется из технической характеристики станка;
Т- продолжительность смены в мин;
Кр- коэффициент использования рабочего времени, 0,9-0,95;
Км- коэффициент использования машинного времени
lср- средняя длина бревна, м, l=4,8м
 шт.бр./см.
шт.бр./см.
Вывод: преимущества агрегатного потока на базе ФБС-750М и СБ-8М в том, что она имеет большую скорость подачи (50 м/мин) по сравнению с л/п потоком (11,4 м/мин), более компактна, но так как на ФБС вся горбыльная часть превращается в щепу – продукцию более дешёвую, чем пиломатериалы, то распиловка диаметров более 16 см при котором много древесины уходит на щепу становится не рентабельным. При пилении брёвен большим диаметром увеличивается нагрузка на валы и непосредственно на инструмент. Здесь выгоднее использовать л/р. На агрегатном потоке также сложнее производится обслуживание.
Качество распиловки брёвен и брусьев на пиломатериалы.
Под качеством продукции согласно ГОСТ 15467-79 понимается совокупность свойств, обуславливающих её пригодность для удовлетворения определённых потребностей и присущих конкретному виду продукции.
Качество продукции на лесопильных предприятиях проверяют работники ОТК, технологи и контрольные браковщики.
Наличие технического брака дополнительно контролируется на сортплощадке контрольным браковщиком. Пиломатериалы с установленным техническим браком на сортплощадке укладываются в отдельный пакет.
Контроль качества пиломатериалов в лесопильном цехе включает:
1) контроль точности выпиловки размеров толщины и ширины;
2) контроль правильности формы досок;
3) контроль качества обработки поверхности.
Режущий инструмент.
1. Пила рамная (ГОСТ 5524-75)
Длина пилы l=1250мм.
Толщина пилы h=2,2мм.
α=28±2º
β=47±2º
γ=15±2º
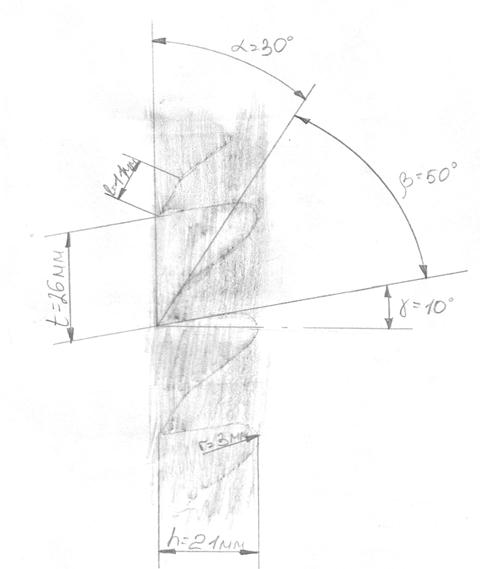
Вывод: в результате измерений было выявлено несоответствие некоторых угловых параметров:
α=30 º - соответствует
β=50 º - не соответствует
γ=10 º- не соответствует
Пила не соответствует ГОСТу 5524-75.
2. Пила для обрезного станка Ц5Д-5А (ГОСТ 980-80)
тип 1 исполнение 1
α=15º β=40º γ=35º
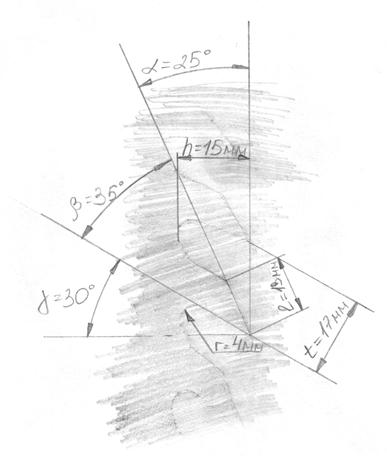
Вывод: в результате измерений было выявлено несоответствие некоторых угловых параметров:
α=25 º - не соответствует
β=35 º - не соответствует
γ=35 º- не соответствует
Пила не соответствует ГОСТу 980-80.
3. Пила для торцовочного станка ЦТ3-3М (ГОСТ 980-80)
тип 2 исполнение 1
α=50º β=40º γ=0º

Вывод: в результате измерений было выявлено несоответствие некоторых угловых параметров:
α=65 º - не соответствует
β=65º - не соответствует
γ=0 º- соответствует
Пила не соответствует ГОСТу 980-80.
4. Пила для фрезерно-брусующего станка ФБС-750 (ГОСТ 980-80)
тип 1 исполнение 1
α=15º β=40º γ=35º
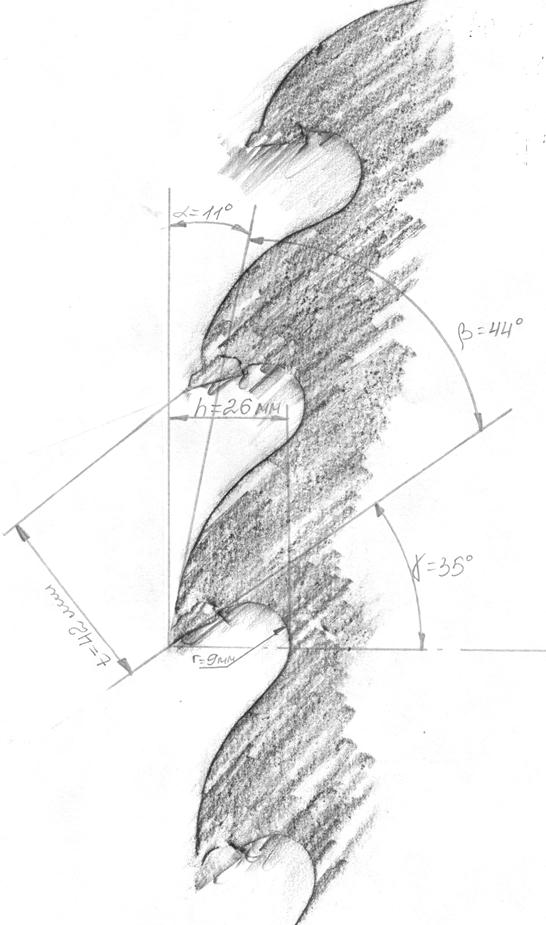
Вывод: в результате измерений было выявлено несоответствие некоторых угловых параметров:
α=11 º - не соответствует
β=44 º - не соответствует
γ=35 º- соответствует
Пила не соответствует ГОСТу 980-80.
5. Нож фрезы для фрезерно-брусующего станка ФБС-750
Нож соответствует ГОСТу 5950-73
6. пила для многопильного кругло пильного станка СБ8-М
ГОСТ 980-80 (тип 1 исполнение 1)
d=500мм α=15º β=40º γ=35º Z=38
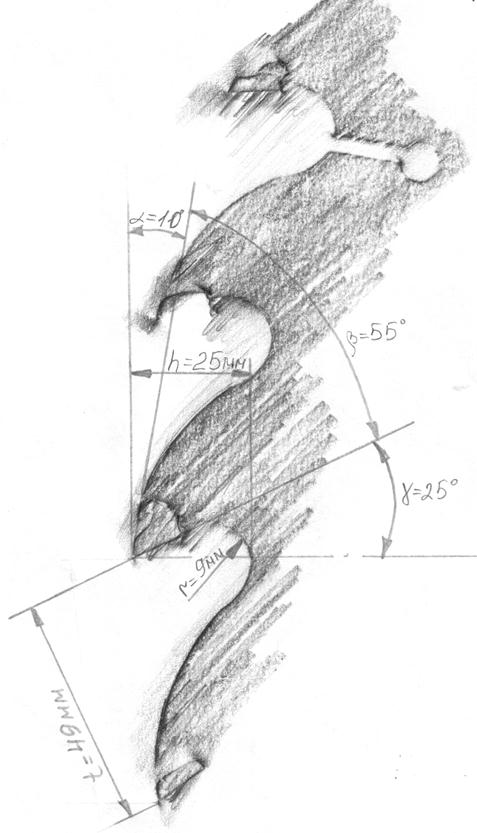
Вывод: в результате измерений было выявлено несоответствие некоторых угловых параметров:
α=10 º - не соответствует
β=55 º - не соответствует
γ=25 º- не соответствует
Пила не соответствует ГОСТу 980-80.
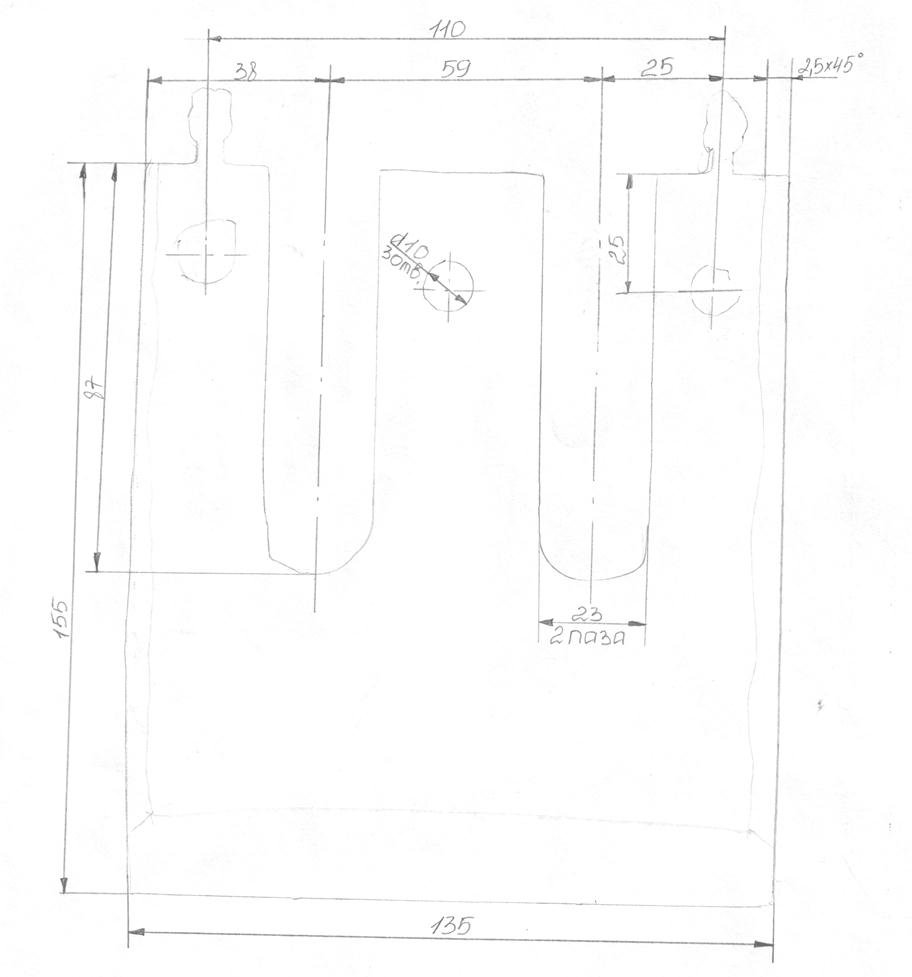
Обрезной станок оснащен двумя круглыми пилами, что дает возможность одновременно обрезать обе кромки доски и сразу придавать ей нужную стандартную ширину.
Обрезной станок состоит из чугунной станины, пильного вала, посылочного механизма и рычага установки пилы на определенную ширину доски. Одна пила фиксированная, а другая передвижная. Рычаг устанавливают в нужном положении на секторе, показывающем на шкале номинальную ширину доски после ее обрезки. Доски подаются двумя парами рифленых вальцов, находящихся спереди и сзади пил. Для лучшего направления доски в промежуток между нижним и верхним вальцами впереди станка служит направляющий нижний валец, на который опирается конец доски в момент ее запуска в первую пару вальцов.
Привод вальцов осуществляется от коренного вала через ременную передачу. Пуск, остановка и обратный ход станка производится педалью. Обрезные станки изготовляют правого и левого (по ходу пиломатериала) управления.
Боковые и тонкие доски пропускаются через станок. Между производительностью лесопильных рам и обрезных станков должно быть соотношение, не допускающее перегрузки обрезных станков, ведущее к образованию завалов у обрезного станка.
Рейки, полученные при опиливании доски любой ширины, на выходе из обрезного станка ничем не поддерживаются и падают на цепной конвейер, по которому рейка перемещается и попадает в люк на ленточный транспортер и уносится им далее, по назначению. Доски же, выходящие из обрезного станка, прижимаются верхними прижимными роликами к нижним приводным роликам и перемещаются далее по ленточному транспортеру к местам их сортирования, причем оператор у обрезного станка распределяет доски по назначению на экспорт и внутренний рынок. Доски на внутренний рынок по ленточному транспортеру идут сначала вместе с экспортными, но потом падают вниз в месте разрыва между ленточными транспортерами, а экспортные перемещаются далее по возникающему упору между транспортерами на сортировку сырых пиломатериалов. Падая доски, попадают на поперечный цепной конвейер, перемещающий их до люка. Далее они попадают на торцовку.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.