Усилие прессования контролируется и регулируется
приборами давления типа электроконтактных манометров, установленных в
трубопроводах питания гидравлических цилиндров пресса. Продолжительность
выдержки гидравлического давления по ступеням ![]()
![]() диаграммы прессования задается приборами типа
реле времени. Скорость снижения давления в автоматическом режиме задается
регулятором давления, установленном на сливной трубе, соединяющей гидроцилиндры
и сливной бак. Управление гидравликой пресса может осуществляться в ручном,
полуавтоматическом или автоматическом режиме на пульте пресса.
диаграммы прессования задается приборами типа
реле времени. Скорость снижения давления в автоматическом режиме задается
регулятором давления, установленном на сливной трубе, соединяющей гидроцилиндры
и сливной бак. Управление гидравликой пресса может осуществляться в ручном,
полуавтоматическом или автоматическом режиме на пульте пресса.
Гидравлическое давление определяется по формуле
 ,
(3.5)
,
(3.5)
где Руд - удельное давление прессования, МПа;
Fп - площадь пакета, м2;
dпл - диаметр плунжеров в рабочих цилиндрах, м;
n - число рабочих цилиндров пресса;
η - КПД пресса.
В соответствии с [1] принимаем Руд = 1,6 МПа, dпл = 0,25 м, n = 6, η = 0,95, в соответствии с ранее произведенными расчетами принимаем Fп = 3,19 м2.
Подставляем значения в формулу 5.5 и получаем

Используем следующую схему диаграммы прессования:
Прессование с плавным или ступенчатым снижением давления Рг (рисунок 3.1). На первой ступени давление Рг поддерживается постоянным в течение времени, равного 35…40 % от расчетной величины τв. За этот период достигается заданная упрессовка пакетов. Далее давление Рг снижается до уровня Рс обеспечивающего равновесное состояние суммы внутренних напряжений от парогазового давления и упругого сопротивления слоев древесины и внешнего давления. Предпочтительнее плавное снижение давления Рг, для чего в системе гидравлики пресса должен быть установлен программный регулятор давления. При отсутствии последнего, давление снижается ступенчато с помощью электроконтактных манометров, установленных на главном пульте пресса для каждой ступени давления. Время выдержки на каждой ступени составляет примерно 20 % от τв и поддерживается приборами типа реле времени.
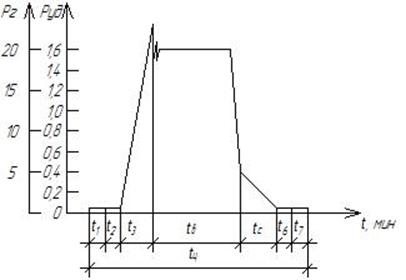
t1 – загрузка пакетов в пресс; t2 – смыкание плит пресса; t3 – подъем давления до рабочей величины; tв = 16,35 мин - время выдержки пакетов под давлением; tс = 3 мин - продолжительность снижения давления на склеиваемый пакет перед размыканием плит пресса; t6 – размыкание плит пресса плит пресса; t7 – разгрузка пакетов; tц = 20,55 мин - продолжительность цикла одной запрессовки.
Рисунок 5.1 - Диаграмма прессования фанерного пакета
5.3 Нанесение клея
Производительность определяется по формуле
 , (5.6)
, (5.6)
где L, B, S - соответственно длина, ширина, толщина листов шпона, м;
τ1 - продолжительность подачи одного листа шпона в станок, с;
τ2 - продолжительность прохождения одного листа шпона через
станок, с.
τ3 - косвенные затраты времени на один лист, с.
Продолжительность прохождения одного листа шпона через станок определяется по формуле
 (5.7)
(5.7)
где v– окружная скорость клеенаносящих вальцев, м/с;
Кс - коэффициент проскальзывания шпона.
В соответствии с таблицей 4.27 [1] принимаем v = 0,67 м/с, Кс = 0,9.
Подставляем значения в формулу 5.7 и получаем
В соответствии с [1] принимаем τ1 = 1,0 с, τ3 = 3,0 с.
Подставляем значения в формулу 5.6 и получаем

Требуемое количество клеенаносящих станков определяется по формуле
 ,
(5.8)
,
(5.8)
где П4 - расход сухого шпона, м3/ч;
![]() - доля поперечного шпона в составе
фанерного пакета.
- доля поперечного шпона в составе
фанерного пакета.
В
соответствии с таблицей 5.2 принимаем П4 =34,25 м3/ч,
в соответствии с ранее произведенными расчетами принимаем ![]() = 0,55.
= 0,55.
Подставляем значения в формулу 5.8 и получаем
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.