* Dn, Hn— соответственно диаметр и высота прибыли; Dоб, Hоб — то же, стержней-оболочек.
При проектировании боковой прибыли для чугунных отливок ее шейка выполняется с «провокатором концентрации напряжений» (узкое место между отливкой и прибылью) (см. рис. 13.3, в). Поэтому такая прибыль в некоторых случаях удаляется при выбивке (на выбивной решетке или в последующем) легким ударом молотка или кувалды. Прибыли отливок из сплавов, обладающих в литом состоянии пластическими свойствами (углеродистая сталь, алюминиевые, магниевые, медные сплавы), отрезаются плазменным или кислородно-ацетиленовым резаком (сталь), ленточной или механической пилой (алюминиевые, магниевые, медные сплавы).
Место отрезки определенной толщины предусматривает технолог в зависимости от технологии отрезки.
349
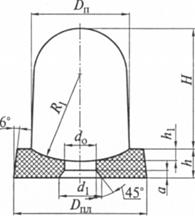
Рис. 14. 15. Керамическая пластина для легкоотделяемой прибыли:
Dп, R1, dо, d1, Dпл, а, Н, h, h1 — конструктивные размеры прибыльных пластин
От технолога также зависит возможность использования легкоотделяемых прибылей, главным образом, локальных верхних открытых или закрытых (рис. 14.15).
На месте реза прибыли в форме должны быть предусмотрены знаковые части для установки керамического стержня-пластины с отверстием в центре. Размеры стержня, в основном его толщина, подбираются таким образом, чтобы металл в отверстии стержня не зарастал твердой коркой, т.е. по существу температура пластины в ее центре должна быть выше температуры солидуса металла отливки.
Питание из прибыли обеспечивается через отверстие в стержне. В результате у затвердевшей и выбитой отливки прибыль либо легко отрезается, либо отделяется, например ударом кувалды или молотка. Поэтому прибыли и были названы «легкоотделяемыми». При этом стоимость пластины намного дешевле затрат на отделение обычной прибыли.
Размеры подприбыльных пластин могут быть определены по эмпирическим уравнениям
do = 0,4Dп; d1=1,2d0; Dпл = 1,3 Dп; h = 0,12Dn +0,8![]() , где
d0
— верхний диаметр отверстия в
пластине; Dп
— диаметр прибыли; d1
— нижний диаметр отверстия в
пластине; Dпл — нижний диаметр
пластины; h — толщина
, где
d0
— верхний диаметр отверстия в
пластине; Dп
— диаметр прибыли; d1
— нижний диаметр отверстия в
пластине; Dпл — нижний диаметр
пластины; h — толщина
Таблица 14.5. Состав формовочных смесей для подприбыльных пластин
|
Смесь |
Содержание компонента, мае. % |
|||||
|
Кварцевый песок |
Шамотный песок |
Глина огнеупорная |
Хромитовый порошок |
Графит |
Сульфитный щелок |
|
|
Песчано-глинистая |
70...60 85 |
— –– |
30...40 10 |
–– –– |
— –– |
–– 5 |
|
Шамотно-глинистая |
— |
70...60 |
30...40 |
— |
— |
|
|
Шамотно-глинохро-мистая |
— |
40...50 |
25...30 |
25...30 |
— |
— |
|
Шамотно графитоглинистая |
— |
25...45 |
35...45 |
— |
20...35 |
— |
350
Составы смесей для изготовления подприбыльных пластин приведены в табл. 14.5.
Для мелких отливок, для которых обычно используют боковые прибыли, выгодно использовать не индивидуальную боковую прибыль, а прибыль, обеспечивающую питание двух или даже трех отливок, при этом расход металла на прибыль будет существенно меньше. Для иллюстрации этого положения о числе питаемых узлов можно воспользоваться экспериментальными зависимостями (см. далее подразд. 14.5.3).
Примем, что тепловой узел одной отливки имеет массу 20 кг с приведенным размером Rпр = 1 см. Объем прибыли составляет500см3. Для двух одинаковых отливок с индивидуальными прибылями их объем составит 1000 см3. Объем одной групповой прибыли, питающей два тепловых узла массой 2x20 = 40 кг, должен быть равен 600 см3. Следовательно, объем одной групповой прибыли будет в 1000/600 = 1,67 раза меньше объема двух индивидуальных. Форма перечисленных выше прибылей будет несколько изменяться в зависимости от других ее признаков. Например, если прибыль открытая, то она будет расширяющейся кверху, и она будет сужающейся для закрытого варианта прибыли. Кольцевые прибыли могут иметь уклон либо с двух сторон, либо только с одной.
Описывая конструкции прибылей, следует еще раз остановиться на рассмотрении радиуса действия прибылей. В литературе по литью можно встретить другую формулировку этого понятия — «дистанция прибыли» или «протяженность зоны действия прибыли».
Предпочтительнее термин «радиус действия прибыли», поскольку он более точно отражает характер явления — действие прибыли распространяется чаше всего на полусферу, описываемую радиусом, на котором прибыль осуществляет питание отливки для получения заданной пористости.
14.5. РАСЧЕТ ПРИБЫЛЕЙ
14.5.1. Определение тепловых узлов
Расчет прибылей начинается с определения тепловых (горячих, термических, массивных) узлов — скоплений металла в отливке. Для этого в тепловые узлы вписывают окружность диаметрoм Dв.о таким образом (рис. 14.16), чтобы она одновременно ка-салась всех очертаний этого узла. Далее определяют отношение диаметра Dвовписанной окружности к максимальной толщине hmaxстенки, подходящей к этому узлу, т. е. Dво/hmax. Важным являйся правильный выбор допустимого граничного значения этого
351
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.