Таблица 15.1. Время до образования трещин в безопочных формах*1 в зависимости от вида заливаемого сплава, диаметра dо отливки и соотношений h/dо, A/dо, B/dо
|
Опыт |
dо, мм |
h/dо |
A/dо |
B/dо |
Время до образования трещин, с, от момента окончания заливки |
|
Алюминиевый сплав А 7 |
|||||
|
1 |
30 |
5 |
2 |
5 |
6 |
|
2 |
30 |
5 |
3 |
5 |
31 |
|
3 |
30 |
5 |
4 |
6 |
413 |
|
4 |
30 |
5 |
5 |
7 |
––*2 |
|
5 |
60 |
2,5 |
2 |
3 |
7 |
|
6 |
60 |
2,5 |
3 |
4 |
180 |
|
7 |
60 |
2,5 |
4 |
5 |
502 |
|
8 |
60 |
2,5 |
5 |
6 |
896 |
|
9 |
60 |
2,5 |
6 |
7 |
––*2 |
|
Серый чугун |
|||||
|
10 |
30 |
5 |
2 |
4 |
Во время заливки |
|
11 |
30 |
5 |
4 |
6 |
5 |
|
12 |
30 |
5 |
6 |
8 |
33 |
|
13 |
30 |
5 |
8 |
10 |
128 |
|
14 |
30 |
5 |
10 |
12 |
177 |
|
15 |
30 |
5 |
12 |
14 |
240 |
|
16 |
60 |
2,5 |
2 |
3 |
Во время заливки |
|
17 |
60 |
2,5 |
4 |
5 |
11 |
|
18 |
60 |
2,5 |
5 |
6 |
21 |
|
19 |
60 |
2,5 |
6 |
7 |
38 |
*1 Размеры формы: h — высота; А — размер верхнего основания формы; В — то же, нижнего.
*2 Трещины не возникли
Однако путь предотвращения трещин уменьшением массы отливок в форме является нерентабельным. Реальным является путь уменьшения термических напряжений за счет введения органических выгорающих добавок, которые используются для предотвращения появления ужимин (см. подразд. 15.5.2).
382
Очевидно также, что, начиная с некоторого размера безопочных форм необходим возврат к опокам, при применении которых проблема трещин не возникает. Одним из способов решения проблемы возврата к опокам является использование боковых прижимов. Эксперименты на реальных безопочных формах при изготовлении чугунных отливок показали, что с увеличением усилия прижима время до образования трещин растет (рис. 15.22).
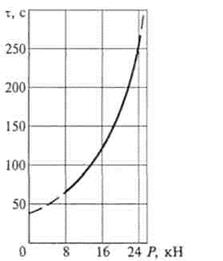
Рис. 15.22. Зависимость времени τ до образования трещин от усилия Р прижима
В экспериментах использовали динамометр, который позволял форме расширяться в боковых направлениях. На рис. 15.23 представлена зависимость между перемещением ∆, которое реализует расширяющаяся форма, и усилием Р, которое фиксирует динамометр. Начинаются прямые перемещения от предварительного усилия, которым нагружался прижим до начала заливки. Конечные состояния при каждом предварительном усилии соединены прямой, уравнение которой
∆ = 8,7–3Р. (15.5)
Из уравнения (15.5) следует, что при усилии прижима, равном нулю (Р = 0), перемещение формы ∆ составляет 8,7 мм, или ;0,9 % размера формы (950 мм). Перемещение формы будет равно нулю, если предварительное усилие, которым нагружается прижим и которое будет подавлять расширение формы, составит 2,9 кН.
Следует заметить, что прижим должен обеспечивать подавление расширения до момента выбивки. При разгрузке практически любой момент происходит образование трещины и разрушение кома.
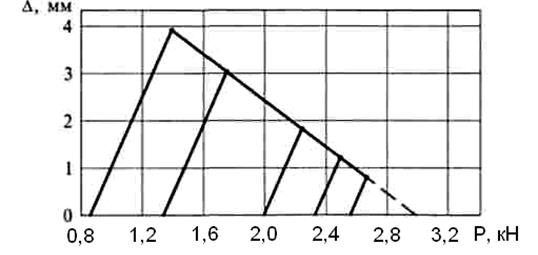
Рис. 15.23. Зависимость перемещения ∆ формы от усилия Р прижима
383
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.