Таблица
14.7. Значения суммарной усадки ![]() и
коэффициента прибыли Kп для
пяти видов прибылей из разных сплавов
и
коэффициента прибыли Kп для
пяти видов прибылей из разных сплавов
|
Сплав |
|
Kп для прибылей |
||||
|
атмосферно открытых |
атмосферно закрытых |
при заливке в автоклаве |
атмосферных теплоизолированных |
атмосферных экзотермических |
||
|
Среднеуглеродистая сталь |
0,05 |
9... 12 |
7,5…9,0 |
5,5…7,0 |
6,0…7,5 |
4.5…5,0 |
|
ВЧ |
0,045...0,060 |
9... 12 |
7,5…9,0 |
5,5…7,0 |
6,0…7,5 |
4.5…5,0 |
|
АЛ2 (АК12) |
0,030...0,035 |
8...10 |
6,0...9,0 |
5,0…6,0 |
5,0…6,0 |
3,0...4,0 |
|
АЛ4 (АК9 ч) |
0,032...0,034 |
8...10 |
6,0...9,0 |
5,0…6,0 |
5,0…6,0 |
3,0...4,0 |
|
АЛ5 (АК5М) |
0,045...0,049 |
8...10 |
6,0...9,0 |
5,0…6,0 |
5,0…6,0 |
3,0...4,0 |
|
АЛ 11 (АК7Ц9) |
0,040...0,045 |
8...10 |
6,0...9,0 |
5,0…6,0 |
5,0…6,0 |
3,0...4,0 |
|
Магниевый |
0,040...0,070 |
8...10 |
6,0...9,0 |
5,0…6,0 |
5,0…6,0 |
3,0...4,0 |
|
ЛатуньЛЦ40С1 |
0,060…0,065 |
10 |
9,0 |
6,7 |
7...8 |
5 |
Для кольцевой (цилиндрической) сплошной открытой и закрытой прибылей
 ;
;
 , где ап,
bп, kр— то же, что в уравнении (14.7); Dв.о— диаметр вписанной окружности в месте установки прибыли; Dн, Dвн
—соответственно наружный и внутренний диаметры кольцевой цилиндрической
отливки.
, где ап,
bп, kр— то же, что в уравнении (14.7); Dв.о— диаметр вписанной окружности в месте установки прибыли; Dн, Dвн
—соответственно наружный и внутренний диаметры кольцевой цилиндрической
отливки.
Для пустотелых квадратных и прямоугольных сплошных открытых и закрытых прибылей:
![]() ;
;
 , где Рн,
Рвн— наружный и внутренний периметры поперечного сечения
отливки.
, где Рн,
Рвн— наружный и внутренний периметры поперечного сечения
отливки.
Размеры нижнего (апн, bпн) и верхнего (апв, bпв) сечений прибыли с учетом углов уклонов прибыли (ан) и технологического напуска (ан), а также высоты Нонотливки с напуском можно определить по следующим уравнениям:
апн = ап + КнНо.нtgαн;
bпн = bп + КнНо.нtgαн;
апв = апн ± Нпtgαп;
bпв = bпн ± Нпtgαп,
356
где aп. bп — размеры прибыли; Кн— коэффициент угла уклона технологического напуска (при Кн= 1 угол уклона технологического напуска расположен с одной стороны стенки отливки, при К = 2 — с двух сторон стенки отливки и при Кн = 0 технологический напуск отсутствует).
Следует отметить, что уравнение (14.6) в методе Й. Пржибыла и уравнение (14.7), предложенное А.П.Труховым, позволили обобщить расчет практически для всех видов прибылей для отливок из практически всех видов сплавов.
Метод расчета по массе питаемого узла и приведенному размеру. Профессор Б. В. Рабинович одним из первых установил, что зависимость объема (массы) прибыли от объема (массы) питаемого узла отклоняется от прямолинейной, вытекающей из физических представлений и принятой в методе Й. Пржибыла. Кроме того, объем прибыли зависит от приведенного размера в месте подвода металла: при увеличении приведенного размера криволинейная зависимость смещается вверх (рис. 14.18). На рис. 14.18 приведены экспериментальные зависимости для отливок типа плиты из белогочугуна, получаемых в сырых песчано-глинистых формах [41].
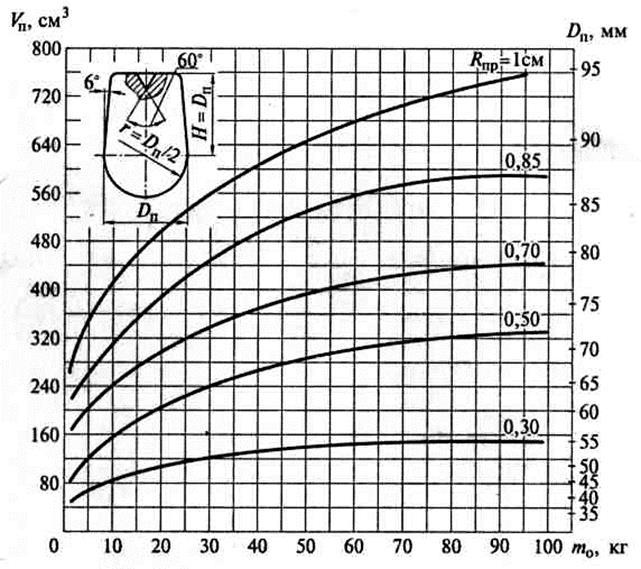
Рис. 14.18.Экспериментальные зависимости объема Vп и диаметра Dп прибыли от массы тоотливки (питаемого узла) и приведенного размера Rпрв месте подвода металла
357
Приведенные зависимости, а также результаты экспериментов А.П.Трухова и К. К. Шабенова, которые были проведены в производственных условиях в цехе серого и высокопрочного чугуна литейного завода КамАЗ, обработаны с использованием методики регрессионного анализа. Получено следующее уравнение для расчета прибылей для чугунных отливок:
Vп =52,4![]()
![]() , где
, где ![]() — суммарная объемная усадка металла в
жидком состоянии и усадка затвердевания, %; Rм.п.м— приведенный размер отливки в месте подвода металла, см; то— масса отливки или питаемого узла, кг.
— суммарная объемная усадка металла в
жидком состоянии и усадка затвердевания, %; Rм.п.м— приведенный размер отливки в месте подвода металла, см; то— масса отливки или питаемого узла, кг.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.