Частоту вращения шпинделя (об/мин) определяют по формуле
n=1000×V/(p×d), (2.1)
где V - скорость резания, м/мин; d - диаметр обработки, мм.
Далее необходимо запрограммировать исходную точку цикла (рис.2.1). координата которой по оси Z должна совпадать с координатой левой кромки канавки ZК. Положение резца по оси Х выбирается таким образом, чтобы в исходной точке режущая кромка отстояла от поверхности заготовки на 0,5-1 мм, т.е. XИТ=dЗ+1…2 мм (см.рис.2.1), где dЗ - диаметр заготовки. Перемещение инструмента в исходную точку выполняется, как правило, на ускоренном ходу. Для ускоренного перемещения суппорта в исходную точку необходимо после ее координат указать адрес Е (функция быстрого хода). Например, при ZК=-50 мм и dЗ=100 мм координаты исходной точки равны ZИТ=-50 мм и ХИТ=100+2 = 102 мм, а для перемещения резца в исходную точку цикла на ускоренному ходу необходимо записать в кадре Х102 Z-50 Е. При отработке этого кадра произойдет перемещение инструмента из исходного положения в исходную точку цикла на ускоренном ходу.
После кадра с координатами исходной точки программируют сам цикл обработки. Для этого по адресу L записывают номер цикла (L02.), а затем указывают значения параметров цикла по соответствующим адресам (табл.2.1).
Таблица 2.1
Наименования и адреса параметров цикла “Канавка”
|
Наименование параметра |
Адрес |
|
Выдержка времени, с |
D |
|
Внутренний диаметр канавки, мм |
X |
|
Ширина канавки, мм |
A |
|
Ширина резца, мм |
P |
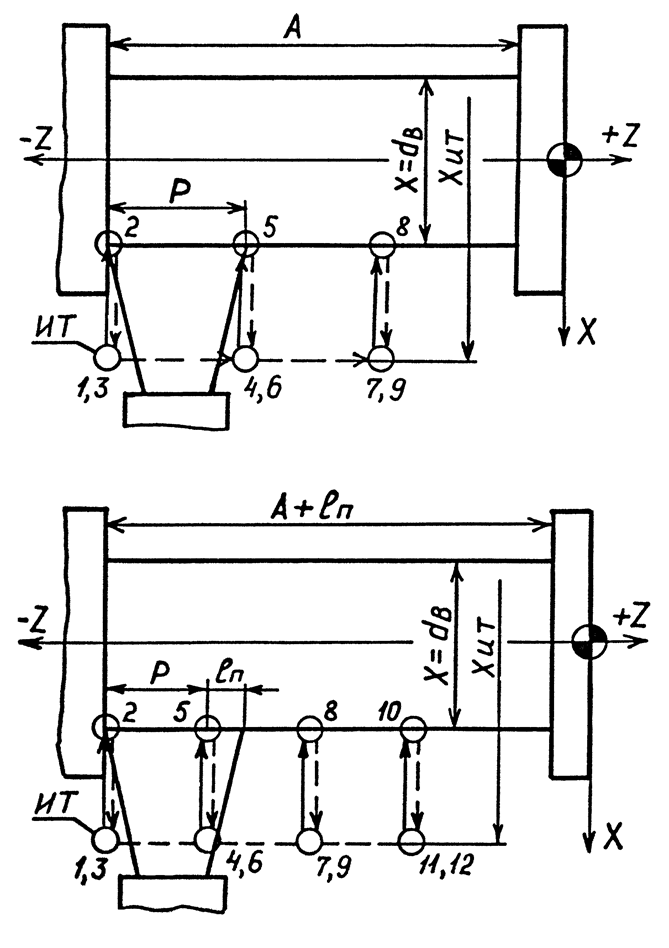
При отработке цикла "Канавка" происходит перемещение резца на рабочей подаче из исходной точки до координаты X, равной внутреннему диаметру канавки dВ. Далее следует выдержка времени (если параметр цикла D не равен нулю) и возврат в исходную точку на быстром ходу. После этого резец смещается по координате Z в положительную сторону (вправо) на величину Р и обработка повторяется до достижения ширины канавки величиной А (рис.2.2,а).
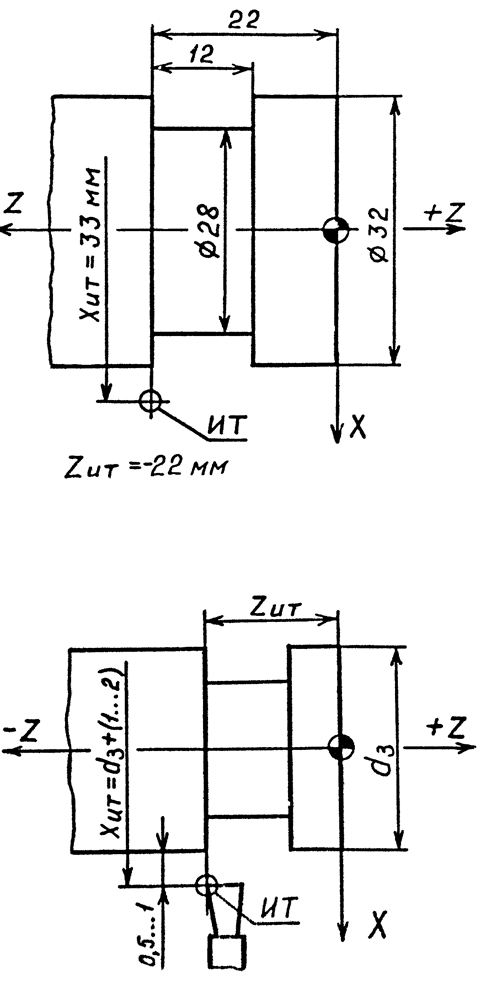 |
Рис. 2.1. Определение координат исходной точки цикла “Канавка”
 а б
а б
Рис. 2.2. Отработка цикла “Канавка”:
а) – без перекрытия; б) с перекрытием
Для обработки канавки с перекрытием lП параметры А и Р уменьшают эту величину (рис.2.2,б). Для однопроходной канавки параметры A и Р задают одинаковыми. Во всех случаях цикл "Канавка" заканчивается в точке с координатой по оси Х, равной ХИТ, а по оси Z инструмент остается в точке последнего прохода.
В качестве примера приведем запись цикла для обработки канавки шириной 12 мм и внутренним диаметром dВ=84 мм. Ширина резца равна 6 мм, задержка времени 1 с. Для обработки канавки без перекрытия в кадре следует указать
L02 D1 X84 A12 P6.
В этом случае канавка прорезается за два рабочих хода.
Если эту же канавку необходимо обработать с перекрытием, например, lП=4 мм, то параметры цикла А и Р следует уменьшить на 4 мм, т.е.
L02 D1 X84 A8 P2.
При отработке этого кадра будет выполнено четыре рабочих хода.
Цикл "Канавка" может быть отработан как в автоматическом, так и в ручном режимах. Порядок ввода и редактирования программы для работы в режиме "Автомат" изложен в [1]. Для отработки цикла в режиме "Ручное управление" необходимо последовательно набрать с пульта УЧПУ и отработать кадры с номером инструмента, технологической информацией, координатами исходной точки и параметрами цикла, например:
T3 S3 350 F0,05
X102 Z-50 E
L02 D1 X84 A12 P6.
![]() После набора очередного кадра
дается команда на его отработку нажатием на клавишу ("Пуск"), затем
набирают следующий кадр и т.д. По мере набора очередного кадра его содержание
индицируется на шестой строке экрана БОСИ. По окончании отработки кадра шестая
строка очищается и можно набирать следующий кадр. Если при наборе кадра была
допущена ошибка, то ее можно исправить нажатием клавиши ("Чистка"). При этом
происходит стирание последнего набранного слова в кадре*. Для стирания
всего кадра целиком необходимо
нажать клавишу .
После набора очередного кадра
дается команда на его отработку нажатием на клавишу ("Пуск"), затем
набирают следующий кадр и т.д. По мере набора очередного кадра его содержание
индицируется на шестой строке экрана БОСИ. По окончании отработки кадра шестая
строка очищается и можно набирать следующий кадр. Если при наборе кадра была
допущена ошибка, то ее можно исправить нажатием клавиши ("Чистка"). При этом
происходит стирание последнего набранного слова в кадре*. Для стирания
всего кадра целиком необходимо
нажать клавишу .
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.