Привязка системы отсчета к станку выполняется в режиме "Ручное управление" путем вывода центра револьверной головки в фиксированное положение (ФП). Координаты ФП определяются положением регулируемых кулачков на направляющих станка, а также величиной параметра Р1, вводимого в память УЧПУ.
При подходе револьверной головки к фиксированному положению конечные выключатели, установленные на суппорте, упираются в кулачки и срабатывают, после чего движение прекращается (см.рис.1.5). Для вывода револьверной головки в фиксированное положение необходимо выполнить действия, указанные в [1].
В исходном положении (ИП) происходит замена инструмента путем поворота револьверной головки в требуемую позицию. ИП выбирается таким образом, чтобы оно максимально было приближено к заготовке, но чтобы при смене инструмента ни один из них не задевал за заготовку и было обеспечено удобство установки и снятия заготовки со станка (см.рис.1.5). Координаты исходного положения XИП и ZИП могут быть заданы в карте наладки и в этом случае они вводятся в режиме "Ввод" в соответствии с [1]. В то же время УЧПУ 2Р22 позволяет оператору самому выбрать ИП и задать его координаты в режиме "Полуавтоматический ввод исходного положения", выполнив действия, указанные в [1].
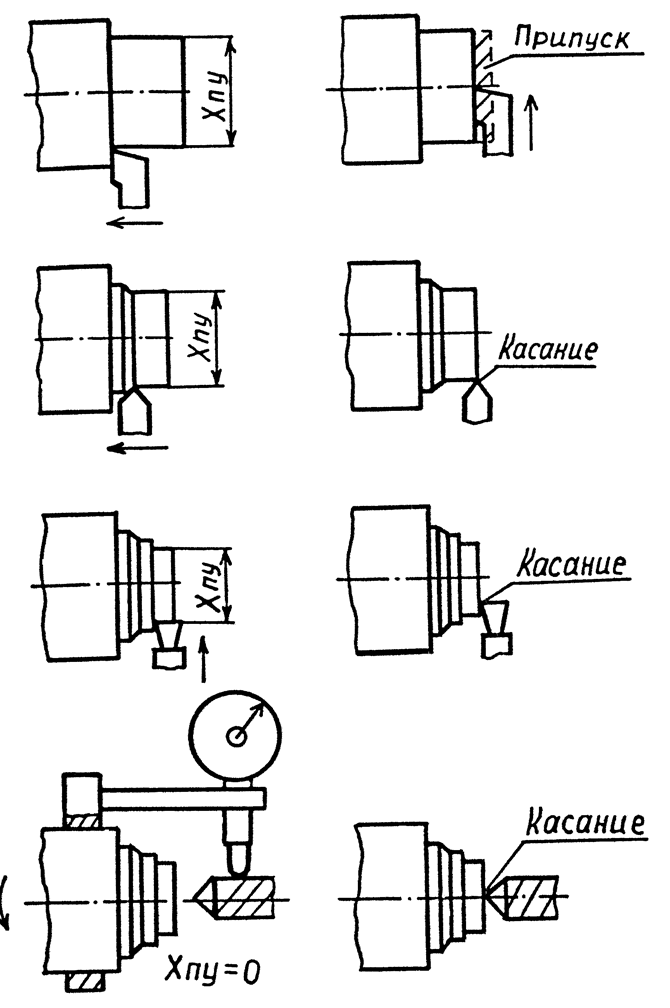
При известных вылетах инструментов WX и WZ запись их значений в память УЧПУ выполняется в режиме "Ввод" в соответствии с [1]. В случае неизвестных вылетов привязка инструмента к системе отсчета осуществляется в режиме "Полуавтоматический ввод констант" в соответствии с [1]. При этом привязка инструмента начинается, как правило, с контурного резца (рис.1.6,а), предназначенного для обработки наружных и торцовых поверхностей. Далее выполняется привязка проходных и резьбовых резцов (рис.1.6,б), а затем - канавочного и отрезного инструмента (рис.1.6,в). При этом координата вершины инструмента по оси X, вводимая в УЧПУ, принимается равной диаметру пробного участка ХПУ. Наибольшие трудности представляет ввод вылета по оси Х для осевого инструмента (сверла, зенкера, развертки), где требуется по возможности точно совместить ось инструмента с осью вращения шпинделя. Это достигается либо визуально, либо с помощью индикаторной головки, которая устанавливается на заготовке (рис.1.6,г) или на специальной оправке.
Ввод плавающего нуля по координате Z необходим, поскольку для удобства программирования обработки все перемещения по координате Z целесообразно отсчитывать от правого торца заготовок. Совмещение плавающего нуля с правым торцем выполняется по методике, изложенной в [1]. При этом контроль размера Z0 от технологической базы до торца заготовки, получаемого методом пробных ходов и промеров, осуществляется в зависимости от способа базирования:
§ для базирования по левому торцу (рис.1.7,а) после пробного хода заготовку снимают со станка и измеряют длину заготовки;
§ для базирования по торцу уступа (рис.1.7,б) после пробного хода измеряют размер от торца кулачков до правого торца заготовки.
Для ввода управляющей программы, записанной на кассету с магнитной лентой, в память УЧПУ, необходимо выполнить действия, перечисленные в [1].
Для проверки правильности программы и наладки станка заготовка снимается и в автоматическом режиме отрабатывается программа на холостом ходу. Для этого необходимо выполнить действия, перечисленные в [1]. При необходимости можно осуществить покадровую отработку программы в соответствии с [1].
Пробная отработка программы на рабочем ходу выполняется аналогично предыдущей проверке, но с заготовкой, установленной на станок. После этого обработанная заготовка снимается со станка и подвергается тщательному контролю. Если размеры пробной заготовки соответствуют чертежу детали, то обрабатывают всю партию с периодической коррекцией вылетов инструмента, чтобы исключить влияние размерного износа на точность обработки. Если результаты контроля не соответствуют требованиям чертежа, то выполняют коррекцию вылетов инструмента, плавающего нуля или вносят исправления в управляющую программу.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.