геометрических параметров режущей части инструмента
на величину нормальной составляющей силы резания
при обработке стали
|
Параметры |
Поправочные коэффициенты |
||
|
Наименование |
Величина |
Обозначение |
Величина |
|
Главный угол в плане j° |
30 |
KjР |
1,3 |
|
45 |
1,0 |
||
|
60 |
0,77 |
||
|
90 |
0,5 |
||
|
Передний угол g° |
-15 |
KgР |
2,0 |
|
0 |
1,4 |
||
|
10 |
1,0 |
||
|
Угол наклона главного лезвия l° |
-5 |
KlР |
0,75 |
|
0 |
1,0 |
||
|
5 |
1,25 |
||
|
15 |
1,7 |
||
|
Радиус при вершине r, мм |
0,5 |
KrР |
0,66 |
|
1,0 |
0,82 |
||
|
2,0 |
1,0 |
||
|
3,0 |
1,14 |
||
|
4,0 |
1,33 |
||
Количество участков аппроксимации n выбирают минимально допустимым, исходя из условия
e £ d, (5.14)
где e - погрешность аппроксимации, мм; d - допуск на аппроксимацию контура, мм
(d=0,1…0,3Td).
Применительно к патронной обработке наибольшая погрешность аппроксимации возникает в середине первого участка (участок 1-2 на рис.5.3), а количество участков аппроксимации может быть определено, исходя из выражения
PY(l3+(l-Dl)3-2(l-Dl/2)3)/(3×E×I)£d, (5.15)
где Dl=l/n – расстояние между опорными точками, мм.
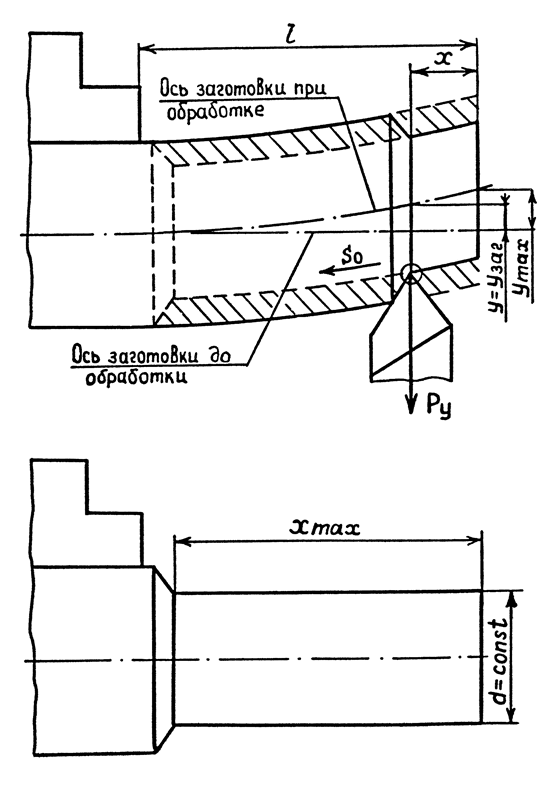
а б
Рис. 5.2. Предискажение траектории движения резца:
а) заготовка в процессе обработки; б) заготовка после обработки
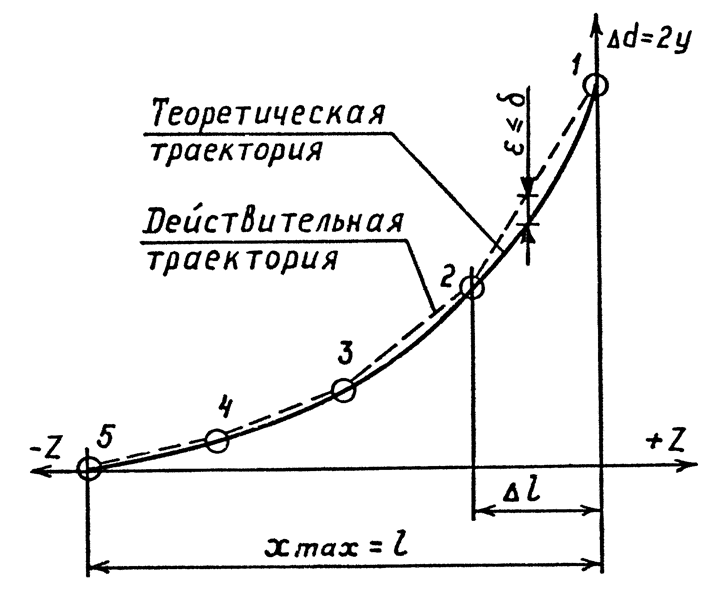 |
Рис. 5.3. Прямолинейная аппроксимация криволинейной траектории
С учетом расположения плавающего нуля на правом торце заготовки значения координат опорных точек в системе координат УЧПУ определяют по формулам:
Zi=-xi=(i-1)Dl; (5.16)
Xi=d+2×Yi=d-2×PY(l-xi)3/(3×E×I), (5.17)
где i – номер опорной точки; xi – расстояние от i-й опорной точки до правого торца заготовки, мм; d – требуемое значение диаметра в i-й точке при обработке с постоянной глубиной резания, мм.
Расчет координат опорных точек целесообразно выполнять в табличной форме. Приведем пример расчета для следующих исходных данных:
§ диаметр обработки d=20 мм;
§ длина обработки xmax=l=100 мм;
§ глубина резания t=1 мм;
§ величина нормальной составляющей силы резания PY=400 Н.
В этом случае диаметр заготовки равен dЗ=20+2×1=22 мм, а момент инерции поперечного сечения заготовки - I=0,05×224=11713 мм4. Полагая число участков аппроксимации n=4 с длиной каждого участка Dl=100/4=25 мм, получим значения координат опорных точек, представленные в табл.5.2. При этом с учетом возможностей станка и УЧПУ значения координат Хi определяются с точностью 0,001 мм.
Таблица 5.2
|
I |
xi, мм |
yi, мм |
Ddi, мм |
Zi, мм |
Xi, мм |
|
1 2 3 4 5 |
0 25 50 75 100 |
0,0542 0,02287 0,0068 0,0008 0 |
0,108 0,046 0,014 0,002 0 |
0 -25 -50 -75 -100 |
19,892 19,954 19,986 19,998 20 |
Программирование обработки с учетом прямолинейной аппроксимации контура выполняют в такой последовательности.
Сначала идет кадр с указанием номера инструмента (по адресу Т), частотой вращения шпинделя (по адресу S) и величиной подачи (по адресу F), например
T1 S3 2100 F0,25.
Далее программируют вывод инструмента в исходную точку с координатами ХИТ=X1 и ZИТ=Z1+0.5...1мм (для обеспечения разгона привода). Перемещение в исходную точку выполняется на быстром ходу с помощью функции быстрого хода например:
X19,892 Z1 E.
Далее последовательно программируют кадры с указанием координат опорных точек контура. Завершает программу кадр с функцией М02 "Конец программы".
Применительно к рассматриваемому примеру текст программы обработки контура будет выглядеть следующим образом:
N001 T1 S3 2100 F0,25
N002 X19,892 Z1 E
N003 Z0 G05
N004 X19,954 Z-25 G05
N005 X19,986 Z-50 G05
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.