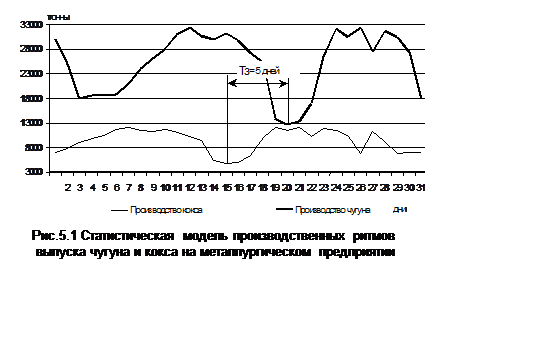
Методика статистического моделирования основана на статистическом анализе данных из всех нарядов, по которым оплачивалось изготовление уже выпущенного изделия. Могут также анализироваться объемы производства. Наряды (объемы) сортируются по цехам и по видам работ и изделий. Затем трудоемкости работ (объемы производства) по цехам или участкам, попавшие в один временной интервал, например, за сутки, суммируются. Получается временной ряд распределения трудовых затрат по каждому цеху или участку. Полученные ряды наносятся на график, соединяются ломаной линией, что позволяет получить наглядное изображение распределения трудозатрат (рис. 5.1). Полученные результаты анализируются стандартными статистическими методами.
В качестве временного интервала могут быть также выбраны более короткие (смены, часы) или более длинные (декады, месяцы) сроки для циклов другой длительности.
В результате анализа статистической модели получают информацию о распределении трудовых затрат по цехам, участкам, а также по этапам каждого цикла. Если наблюдаются явно выраженные циклы (циклы имеют большую амплитуду), то это означает, что требуется принятие срочных мер по оптимизации загрузки производственных участков и оптимизации материальных потоков с целью выравнивания циклов. Кроме того, определяются продолжительность циклов и исследуются факторы, влияющие на изменение этой величины. Основной фактор — циклы смежных и обеспечивающих цехов, поэтому путем организационных мероприятий или оперативных корректировок требуется уменьшить время задержки Tз до минимально допустимой величины, обусловленной временем транспортирования и погрузо-разгрузочными работами.
Статический метод моделирования производственных циклов основан на
построении системы сетевых планов-графиков работы каждого участка. Операция
отгрузки готовой продукции со склада является первой, от нее начинается
построение графика в направлении, обратном ходу технологического процесса. Разность
в моментах последней и первой операций считается статичным циклом всего
технологического процесса. Если полученный цикл разбить на части (такты — часы,
сутки, декады, месяцы) и просуммировать трудоемкости работ за каждый такт по
видам работ, то получим распределение трудоемкости изготовления продукции по
видам работ и по частям цикла.
Точность статистического и статического методов считается приемлемой только для предварительного анализа производственных циклов, так как они дают погрешность в 30-40%. Эти ошибки в определении календарного распределения трудоемкости работ приводят в планировании к ошибкам определения моментов и сроков поставки сырья, к непредсказуемому движению "узких" и "широких" мест в производстве, к большим потерям рабочего времени.
В отличие от статической и статистической модели динамическая модель производственных циклов позволяет с большей достоверностью устанавливать его продолжительность и амплитуду. В качестве инструмента для построения динамической модели обычно используется имитационная модель производственного процесса, работающая в реальном времени и воспроизводящая в динамике ход производственного процесса по всем цехам и участкам. Другой способ получения динамической информации — построение информационной системы, которой охвачены все производственные подразделения.
Именно динамические модели лежат в основе систем управления материальными потоками на промышленных предприятиях, известных как "толкающие системы" или системы МРП (MRP) — системы планирования материальных ресурсов. Материальный поток оптимизируется, "выталкивается" получателю по команде, поступающей на предшествующий производственный участок из центральной системы управления производством (см. главу 6).
Принципиально иной способ управления материальным потоком в производственных логистических системах представляет собой систему организации производства, в которой сырье или полуфабрикаты подаются на последующие технологические операции с предыдущих по мере необходимости. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи и не вмешивается в обмен материальными потоками между различными участками предприятия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.