H - длина заготовки - Hз
Пример обозначений заготовки и детали дан на рис. 4
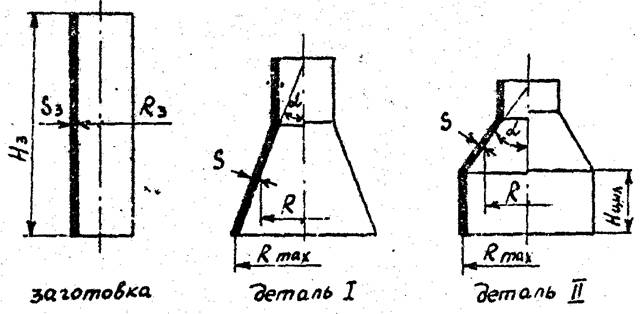
Рис.4 Пример обозначения заготовки и детали
Графическая интерпретация расчета по программе «START-L»
с учетом промежуточных форм детали (с учетом немонотонности процесса) приведена на рис. 5
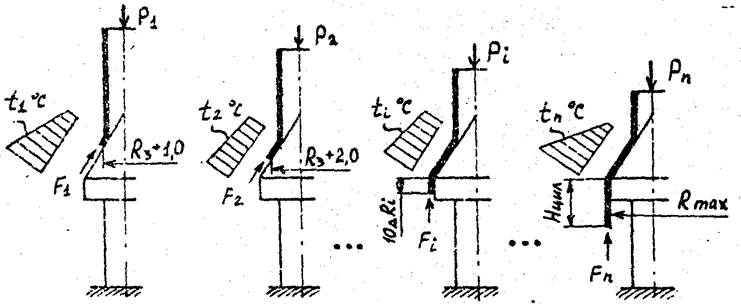
Рис. 5 Графическая интерпретация расчета при
раздаче трубы в стационарном и нестационарном очагах деформации
Расчет напряженно-деформированного состояния заготовки осуществляется в нестационарном очаге деформации через 1,0 мм приращения радиуса кромки, в стационарном - через -10∆Ri , причем в последнем случае до тех пор, пока поля напряжений и деформаций не стабилизируются или до заданной величины Hцил .
Изменяя граничные условия (величину осевого подпора кромки заготовки по уравнении (1.3) в процессе раздачи трубы и варьируя распределением температуры по образующей получаемой детали, определяют оптимальные режимы штамповки детали с требуемым распределением толщины стенки без ее разрушения или потери устойчивости.
Порядок работы пользователей с программой « START-L » на ЭВМ "СМ-4" в системе "ОС-РВ" приведен в Приложении 2.
1.5 ПРАКТИЧЕСКАЯ ЧАСТЬ
Экспериментальная оснастка содержит установленный на столе пресса пуансон I, толкатель заготовки 2, охладитель 3 и подпружиненное кольцо подпора 4. Пуансон I нагревается с помощью ТЭНов 5. Температура нагрева контролируется термопарами, установленными на пуансоне I в точках А и Б.
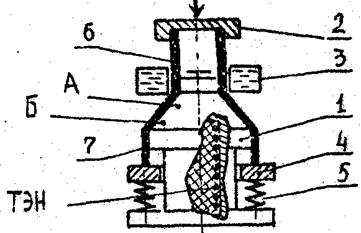
Рис.6 Экспериментальная оснастка для раздачи труб: I - пуансон; 2 - толкатель, 3 - охладитель, 4 - кольцо подпора, 5 – нагреватели
Устройство работает следующим образом.
Трубчатую заготовку 6 устанавливают на меньшее основание пуансона I и с помощью толкателя 2 под действием траверсы пресса осуществляют ее раздачу по пуансону I. Осевой подпор кромки заготовки при раздаче трубы в нестационарном очаге деформации осуществляют с помощью технологического деформируемого кольца (на схеме не показано), установленного перед заготовкой. При раздаче трубы в стационарном очаге деформации подпор осуществляется подпружиненным кольцом 4.
По окончании процесса раздачи толкатель 2 отводят и снимают с пуансона I полученную деталь 7.
В процессе деформирования производят непрерывную запись деформирующего усилия, температуры нагрева пуансона в точках А и Б и усилия подпора. Распределение температуры по пуансону регулируют с помощью охладителя 3.
1.6. Порядок проведения исследования.
а). Для проведения исследования готовят 4 заготовки длиной 250~300 мм из трубы Ø 30x1,0 мм из алюминиевого сплава.
б). Измеряют исходную толщину стенки и диаметр заготовок, результаты замеров закосят в таблицу (Приложение 3).
в). Нагревают пуансон в точке А до оптимальной температуры нагрева материала заготовки; с помощью охладителя создают перепад температуры нагрева по образующей ∆t = 0-100°С.
г). Смазывают внутреннюю поверхность заготовки графитной смазкой; производят раздачу трубы в нестационарном очаге деформации со скоростью деформирования 30 мм/мин (15 делений); производят запись усилия от хода толкателя; контролируют распределение, температуры в точках А и Б.
д). Извлекают полученную деталь и замеряют с помощью индикатора часового типа ИЧ-10 распределение толщины стенки по образующей (по текущему радиусу с интервалом а =5 - 10мм)
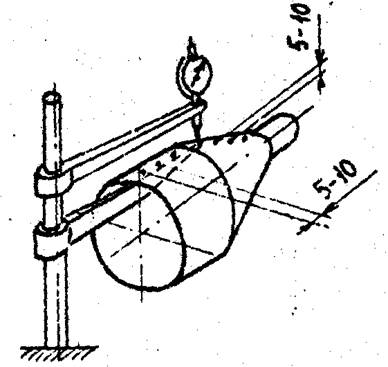
Рис.7 Схема измерения толщины стенки детали е). Проводят работы, описанные в п.п. в)-д) по раздаче трубы в стационарном очаге деформации; результаты заносят в таблицу, ж). Проводят теоретический расчет распределения толщины стенки и усилия деформирования при раздаче трубы в стационарном и нестационарном очагах деформации; результаты заносят в таблицу; проводят сопоставление теоретических расчетов и экспериментальных работ.
з). Осуществляют математическое моделирование процесса раздачи трубы в стационарном и нестационарном очагах деформации с целью получения:
- равнотолщинной коничеcкjй детали в нестационарном очаге деформации;
- равнотолщинной конической детали в стационарном очаге деформации;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.