4.4. Порядок проведения работы
1. Перед началом работы ознакомиться с правилами техники безопасности.
2. В электропечи нагреть три стальные заготовки до температуры горячей деформации.
3. Прокатать заготовки на стане РСП с получением недокатанных образцов.
4. Извлечь из стана недокатанные образцы и охладить их.
4.5. Обработка экспериментальных данных
1. На поверхности недокатанных образцов обвести контур контактной поверхности заготовки с валками, линию продольного профиля и границы основных участков (конусов) очага деформации.
2. Выполнить обмер сечений на границах участков очага деформации по схеме, представленной на рис. 4.3.
Радиус очага деформации в конкретном сечении вычислить по соотношению
ri = ![]() (А1
+ А2 + А3).
(А1
+ А2 + А3).
Результаты измерений и вычислений занести в табл.1. Построить продольный профиль фактического очага деформации.
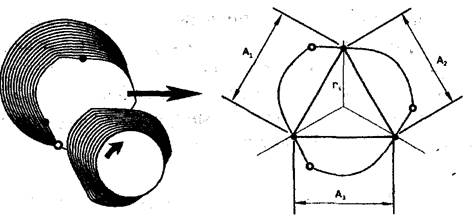
Рис.3. Схема обмера сечения очага деформации
Таблица1 Геометрические параметры продольного профиля фактического очага деформации
|
Наименование участка очага деформации |
Радиус очага деформации, мм |
Длина участка, мм |
Радиальное обжатие на участке, мм |
Угол конусности участка, град |
|
|
В начале участка |
В конце участка |
||||
4.6. Содержание отчета
Конспект теоретического введения.
Таблица геометрических параметров продольного профиля очага деформации.
Чертеж продольного профиля очага деформации.
Выводы по работе.
4.7 Контрольные вопросы
К какой группе процессов относится процесс РСП?
Изобразите эскиз продольного профиля очага деформации стана РСП и перечислите его основные участки.
Охарактеризуйте назначение основных участков.
Охарактеризуйте основные параметры очага деформации.
Обоснуйте выбор диаметра валков стана РСП.
4.8 Рекомендуемая литература
Потапов BН., ПолухинП.И. Технология винтовой прокатки М.: Металлургия, 1990. 344 с.
Лабораторная работа 5
Оценка геометрических параметров очага деформации для прямолинейного очага сворачивания.
5.1.Цель работы - ознакомится с основами расчёта калибровки валков.Получить навыки работы на лабораторном стане, установке и настройке направляющих и деформирующих валков. Освоить методы и средства измерений.
5.2.Введение
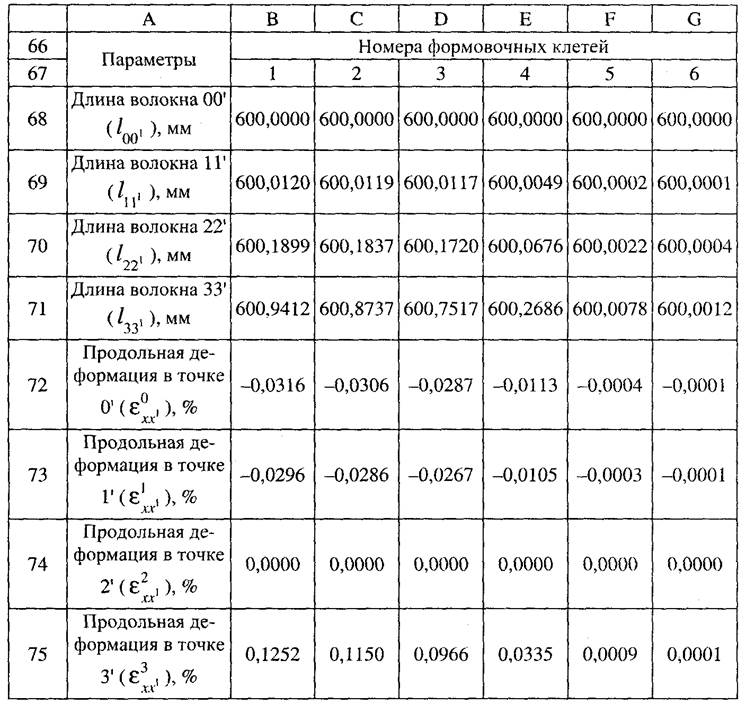
Значения продольных деформаций в клетях трубоформовочного стана определяли по известным формулам.Процесс расчета был реализован в электронных таблицах Microsoft Excel. Исходные данные для расчета представлены в разделе 4. В табл. 1 представлены формулы для расчета продольных деформаций в таблицах Excel, в табл. 2 - результат расчета в виде рабочего листа Excel.
Таблица 1
Формулы для расчета продольных деформаций в таблицах Excel
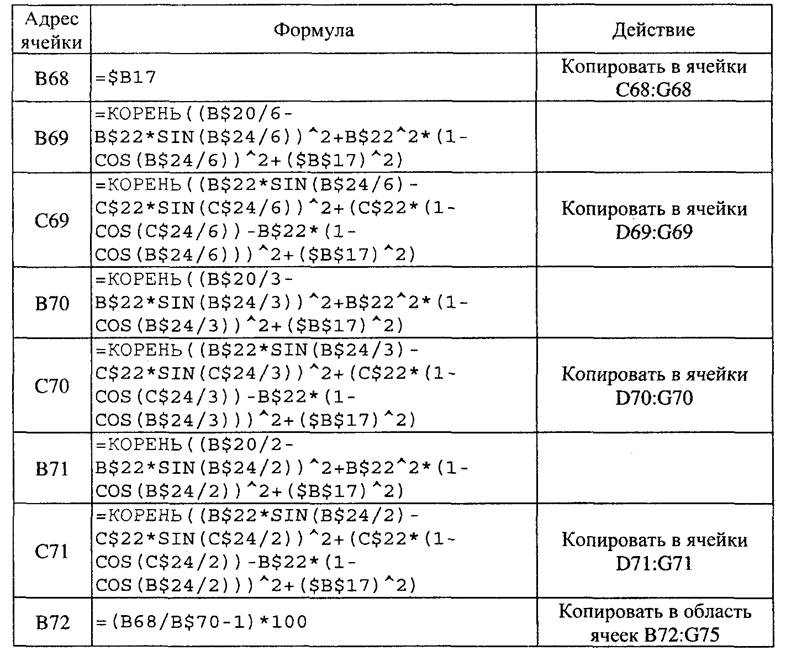
Таблица2 Результаты расчета продольных деформаций в виде рабочего листа Excel
Наглядное представление распределения продольных деформаций по кромке представлено на рис. 1
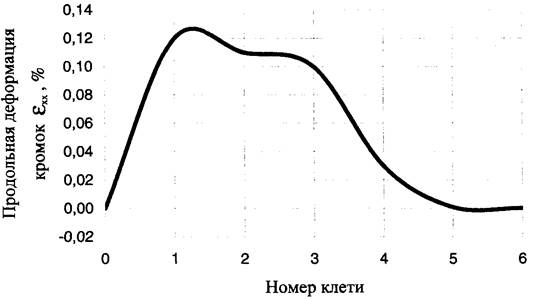
Рис. 1. Расчетные продольные деформации кромок заготовки по клетям
5.3. Определение геометрических параметров очага формовки при уравновешенных значениях продольных деформаций в открытых калибрах
Рассмотрен способ формовки трубной заготовки, при котором полосы изгибают в открытых калибрах с постепенным увеличением кривизны (уменьшением радиуса формовки) заготовки в зависимости от номера калибра (клети). Зависимость основана на линейном распределении поперечных деформаций трубной заготовки в открытых калибрах формовочного стана.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.