Недостатком данного способа формовки является то, что продольные деформации полосы, в особенности ее кромок, носят явно выраженный неуравновешенный по клетям, пиковый характер (см. рис. 5.6). Это может приводить к образованию гофров и смещению кромок профиля. Причем пик деформации растяжения кромок располагается на границе зон контактной и внеконтактной деформаций, т.е. на участке наиболее интенсивного изменения формы поперечного сечения. Таким образом, в условиях пластических продольных деформаций полосы основными факторами, влияющими на появление гофров на кромках и их смещение, являются величина максимальной продольной деформации кромки полосы в очаге формовки и неравномерность продольных деформаций полосы в поперечных сечениях. Максимальное значение продольной деформации приходится на первую клеть, где происходит интенсивное формоизменение поперечного сечения заготовки с уменьшением деформации к закрытым калибрам до минимального значения (рис. 2). К тому же формовка трубной заготовки с изменением радиуса калибра, рассчитанного по методике Ю.М. Матвеева, осуществляется без дефектов в случае идеальной работы оборудования, т.е. при отсутствии люфтов оборудования, точной настройке и допустимой выработке профиля технологического инструмента.
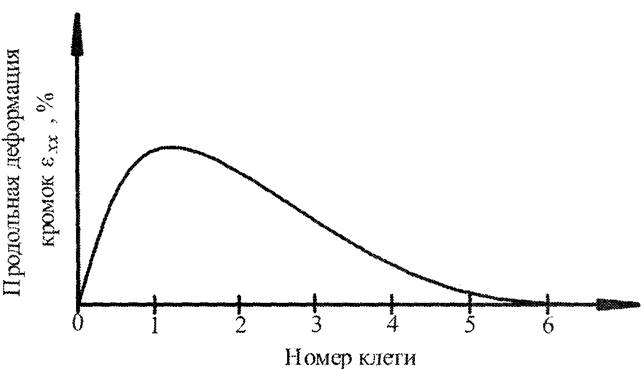
Рис. 2 Изменение значений продольной деформации кромки заготовки по клетям
Для обеспечения стабильного процесса формовки и получения качественной трубной заготовки разработана методика определения параметров процесса формовки в открытых калибрах, позволяющая уравновесить продольные деформации периферийных участков по клетям.
Расчет напряженно-деформированного состояния был произведен для трубы диаметром 50 мм с толщиной стенки 3 мм в линии ТЭСА 20-76 с определением радиусов калибров по зависимости Ю.М. Матвеева.Как видно из графика (см. рис. 2), максимальное значение продольной деформации приходится на первую клеть, в которой происходит наиболее интенсивное изменение формы поперечного сечения заготовки.
Для устранения пиковых значений необходимо провести расчет НДС, позволяющий получить уравновешенные значения продольных деформаций кромок полосы в открытых калибрах. При этом новые расчетные значения ограничены областью качественной формовки, параметры которой приведены на рис. 3
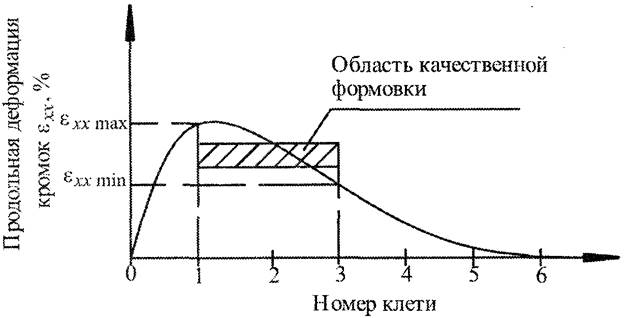
Рис. 3. Область качественной формовки
Область качественной формовки определяется по следующей зависимости:
Εбазтр = (0,3…0,7)(∆ + εxx min), где Εбазтр - базовое значение продольной деформации кромки по выбранному типоразмеру, %;
∆ - разность между максимальной и минимальной деформациями, полученными по зависимости Матвеева, %;
εxx min εxx max - минимальная и максимальная продольная расчетная деформация в открытых клетях стана по выбранному типоразмеру, %.
Минимальную продольную деформацию по открытым клетям определяем расчетом, результаты которого даны в табл.3.
Таблица3 Геометрические параметры очага деформации
|
А |
B C |
D |
||
|
76 77 |
Параметры |
Номера формующих клетей |
||
|
1 |
2 |
3 |
||
|
78 |
Продольная деформация в точке 3 ε xx3,, % |
0,11 |
0,11 |
0,11 |
|
79 |
Угол формовки φi ,рад |
1,53 |
3,12 |
4,86 |
|
80 |
Угол формовки φi град |
87,66 |
178,76 |
278,46 |
|
81 |
Радиус формовки Ri,,мм |
109,71 |
53,76 |
34,51 |
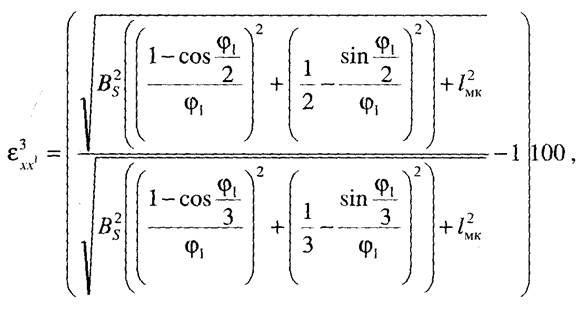
Базовое значение продольной деформации выбирается из интервала, определяющего область качественной формовки. Формулы для расчета значений продольной деформации преобразуются таким образом, чтобы ее величина в левой части формулы зависела лишь от одной переменной. Наиболее просто это представить как зависимость от угла формовки.
Для первой клети:
Для остальных клетей:
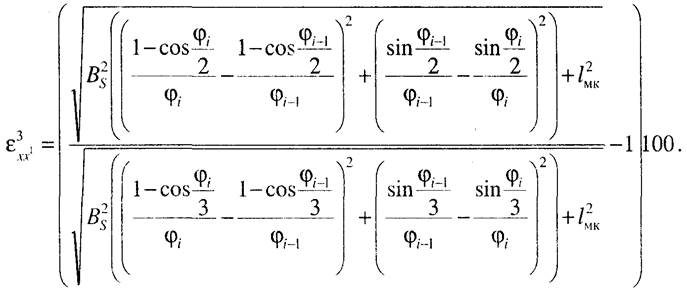
После определения базового интервала значений продольной деформации с использованием электронных таблиц Microsoft Excel и надстройки Подбор параметра подбирается такое значение угла формовки, при котором выполняется условие
εxx i= εбазтр
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.