Рис. 2. Один из способов силовой интенсификации процесса раздачи - осевой подпор кромки: а) - в нестационарном очаге деформации, б.), - в стационарном очаге деформации.
По сравнении с раздачей трубы со свободной кромкой, которая деформируется в условиях линейного растяжения, подпор создает на кромке более благоприятную схему напряженного состояния - сдвиг, что в 2,0-2,5 раза увеличивает предельные возможности формоизменения. Основным недостатком использования осевого подпора кромки является то, что он приводит к увеличению деформирующего усилия. В большинстве случаев это приводит к потере устойчивости заготовки.
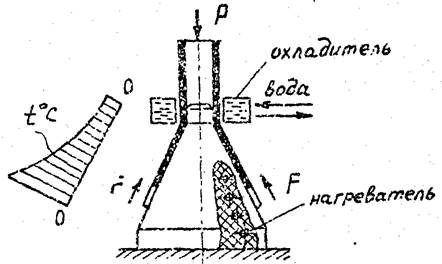
Предотвратить потерю устойчивости заготовки при раздаче трубы с осевым подпором можно с использованием дифференцированного (переменного по образующей) нагрева заготовки (рис. 3), это вариант температурно-силовой интенсификации процесса раздачи
|
|
Рис. 3. Один из способов температурно-силовой интенсификации процесса раздачи
В данном процессе большему нагреву подвергают материал заготовки в зоне кромки и меньшему - в зоне передачи деформирующего усилия. Такой нагрев может быть реализован использованием специальных охладителей, размещенных на заготовке в зоне начала деформации, при этом пуансон нагревают до оптимальной температуры штамповки ТЭНами или индуктором ТВЧ, расположен нами в основании пуансона.
Температурно-силовая интенсификация процесса раздачи обеспечивает получение конических деталей из труб с перепадом диаметров 1:3, 1:4, что обычно неосуществимо другими способами. Большая степень формоизменения может быть получена лишь при раздаче трубы в режиме сверхпластичности, недостатком которого является большая длительность процесса формоизменения. Рассмотренные способы температурно-силовой интенсификации процесса раздачи не только расширяют предельные возможности процесса, но к дают возможность получать заданное распределение толщины стенки получаемой детали по образующей путем управления факторами нагрева материала и осевого сжатия заготовки. Так, например, при раздаче трубы с подпором кромки с напряжением 0,57 от напряжения текучести материала и с переменим нагревом, уменьшающимся к зоне передачи деформирующего усилия на 80-120°С (для алюминиевого сплава типа АМг6М), может быть получена равнотолщинная коническая деталь с перепадом диаметров 1:2,5.
Установить влияние указанных факторов на распределение толщины стенки и определить режимы формоизменения трубы при заданном распределении толщины стенки получаемой детали - задачи данной работы.
В данной лабораторной работе рекомендуется вначале провести эксперименты по изготовлению конических деталей раздачей труб на жестком пуансоне в стационарном и нестационарном очагах деформации;
—затем с использованием ЭРМ осуществить теоретические расчеты исследуемых процессов, убедиться в правильности выбранной модели расчета ;
-осуществить моделирование процессов раздачи в условиях температурно-силовой интенсификации с целью изготовления конической детали с новым комплексом свойств;
-окончательно подтвердить расчеты экспериментом.
1.4. РАСЧЕТНАЯ ЧАСТЬ
Дифференциальное уравнение распределения толщины стенки Получаемой детали имеет вид
 (1.1)
(1.1)
где S , R - соответственно толщина стенки и текущий радиус оболочки-детали; σs - напряжение текучести; σm,σе - соответственно меридиональное и окружное напряжения, μ - коэффициент трения;
α - угол между касательной к оболочке и ее осью симметрии;
Rm , Rm - соответственно меридиональный и окружной радиусы;
(сдесь R3 и S3 – толщина стенки и текущий радиус оболочки - заготовки)



Решение (1) осуществлено численно по методу Эйлера (с учетом промежуточных форм детали) в виде:
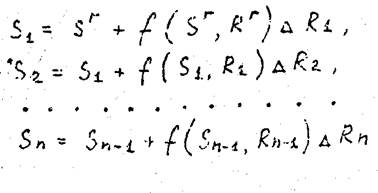 (1.2)
(1.2)
где Si , Ri - соответственно толщина и радиус i -ого элемента оболочки-детали, ∆Ri - шаг интегрирования.
Граничные условия ( Sr , Rr ) определяются на кромке заготовки по выражению
Sr = S3
 (1.3)
(1.3)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.