




















































1 ПРОЕКТИРОВАНИЕ ЦЕХА
1.1 Программа и загрузка
По исходным данным задания кафедры на проектирование, программа цеха оформлена в виде таблицы с определением загрузки (трудоёмкость и материалоёмкость) по каждому направлению.
По судоремонту трудоёмкость материалоёмкость определяем по источнику /1/ и заносим в таблицу 1.1.
По судостроению трудоёмкость и материалоёмкость заносят в ту же таблицу 1.1.
По сменно – запасным частям приведённую в задании на проект трудоёмкость станочных работ распределяют по типам деталей, в соответствии с указанными в задании % между крупными и мелкими деталями.
Используя справочные данные источника /1/ трудоёмкость изготовления каждого заданного типа деталей распределяем по видам работ (токарные, расточные, фрезерные, …и др.), результаты заносим в таблицу 1.2. Итоговую трудоёмкость из таблицы 1.2 переносим в строку «итого по СЗЧ»
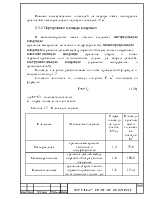
1.1.2 Режим работы цеха и фонды времени оборудования и рабочих
Понятие «режим работы» включает следующие составляющие: прерывное и непрерывное производство, число праздничных дней в году, число рабочих дней в неделе, продолжительность рабочей недели (в часах), число смен работы в сутках и т.д.
В механосборочных цехах судоремонтных предприятий обычно прерывное производство. Работы в цехе должны выполнятся не менее, чем в две смены.
Годовой фонд времени оборудования при работе в две смены выбираем - 4060 часов, годовой фонд времени рабочих при работе в две смены – 1860 часов.
Производственная программа цеха – трудоемкость и материалоемкость заносим в таблицу 1.1.
1.2 Расчет и выбор оборудования
1.2.1 Расчёт и распределение станков по видам для всех направлений программы без СЗЧ
Расчёт ведётся по общей трудоемкости станочных работ, общее число станков распределяется по видам работ, используя процентные соотношения между видами станков.
Согласно источника /1/, число станков NСТ, ед, определяем по формуле:
Nст=Т *Х / Ф0 *ή, (1.1)
где Т=243000 - трудоёмкость станочных работ общая по цеху, чел*час;
Х=0,9 - коэффициент, учитывающий прогрессивное изменение технологии;
Ф0=4060 - действительный или эффективный годовой фонд времени оборудования, ч/год;
ή=0,85 – коэффициент загрузки оборудования.
Nст=243000*0,9/4060*0,85,
Nст=63,37 ед.
Принимаем 63 станка.
1.2.2 Расчёт и распределение станков по видам для СЗЧ
Расчёт ведётся по ранее определённой трудоёмкости станочных работ по видам отдельных типов деталей и для всей программы СЗЧ.
Согласно источника /1/, расчет количества станков NСТ, ед, каждого типа определяем используя формулу 1.1:
- токарные Nст=52800*0,95/4060*0,85=14,54 ед,
- револьверные Nст=15730*0,95/4060*0,85=4,33 ед,
- карусельные Nст=2310*0,95/4060*0,85=0,64 ед,
-расточные Nст=4840*0,95/4060*0,85=1,33 ед,
- фрезерные Nст=15620*0,95/4060*0,85=4,33 ед,
- строгальные Nст=1620*0,95/4060*0,85=0,45 ед,
- долбёжные Nст=990*0,95/4060*0,85=0,27 ед,
-сверлильные Nст=6820*0,95/4060*0,85=1,88 ед,
- шлифовальные Nст=9240*0,95/4060*0,85=2,54ед.
Принимаем 30 станков
Результаты расчётов по СЗЧ, судоремонту и судостроению заносим в таблицу 1.3, что позволяет получить итоги по всем станкам цеха.
1.2.3 Выбор оборудования станочного отделения цеха
Пользуясь действующими каталогами и прейскурантами, выбираем широкую гамму станков различных типоразмеров и марок и заносим в ведомость оборудования.
При выборе станков, особенно крупных, учитываем размеры лимитирующих деталей, определяющих их выбор.
Мелкие токарные станки составляют 50% от общего числа токарных станков.
Широкая гамма типоразмеров станков позволяет лучше загрузить их по мощности, повысить cos φ.
1.2.4 Выбор оборудования слесарного отделения цеха
Согласно источника /1/, количество слесарей работающих в цехе Nслц, чел, определяем по формуле:
Nслц=Т*Х/Фр, (1.2)
где Т =154000– трудоёмкость слесарных работ в цехе, чел. ч./год;
Фр =1860– действительный годовой фонд времени рабочего в год, ч/год.
Nслц =163000*0,90/1860,
Nслц =79 человек.
Согласно источника /1/, количество слесарей работающих на судне Nслс, чел, определяем по формуле:
Nслс=Т*Х/Фр, (1.3)
где Т =189000– трудоёмкость слесарных работ на судне, чел. ч./год.
Nслс=189000*0,90/1860,
Nслс=91 человека.
Оборудование слесарного отделения не рассчитывается, а выбирается в соответствии с особенностями участков и рабочих мест.
Согласно источника /1/, число слесарных рабочих мест Мсл, ед, определяем по формуле:
Мсл= Nслц /2+ Nслс /3, (1.4)
Мсл=79/2+102/3,
Мсл=69,83 ед.
Принимаем 70 ед.
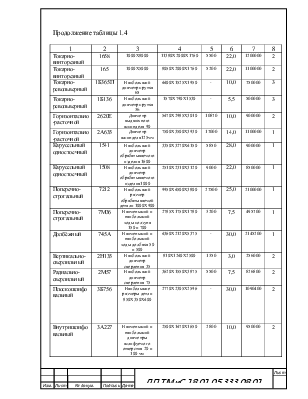
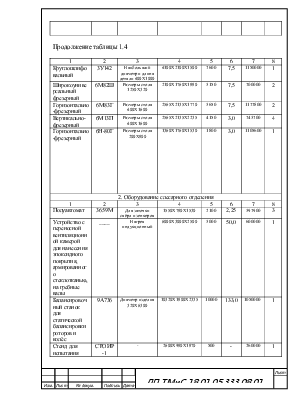
Оборудование заносим в ведомость оборудования в форме таблицы 1.4
Таблица 1.4 - Ведомость оборудования
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.