

















































Современный уровень технического прогресса, непрерывное создание новых совершенных высокопроизводительных, автоматизированных и высокоточных машин, основанных на использовании новейших достижений науки, способствует эффективности производства. Качество выпускаемой продукции во многом зависит от опережающего развития производства нового оборудования, машин, станков и аппаратов, от всемирного внедрения методов технико-экономического анализа.
Техническое проектирование для машиностроительных специальностей является важным этапом процесса развития и формирования банков данных. Проектирование поточных линий с применением агрегатных станков заключается в сокращении времени на транспортировку и обработку, а также сокращение использования производственной площади. Как показала практика агрегатные станки более производительны за счет их специализации и сокращения времени на переустановки. Агрегатные станки способны к автоматизации процессов подачи заготовок на станок и забора изготовленных деталей.
Рычаг изготавливается для каретки текстильных станков СТБ. Рычаг предназначен для передачи перемещающего движения от эксцентрика шестерни на рамки перемещения нитей. От точности изготовления рычага зависит отлаженность работы челночного станка СТБ. Применение поточной линии для изготовления данного рычага, который устанавливается в каретку текстильного станка СТБ в количестве 24 штук, намного сокращает время на его обработку.
Для того чтобы обеспечить потребность людей в добротной и качественной материи необходимо своевременно и в срок изготовить высокопроизводительные ткацкие станки определенного качества и количества с необходимыми техническими возможностями для изготовления определенного вида ткани. Все это возлагается на машиностроительную отрасль.
В зависимости от изготовления деталей, их качества, трудоемкости создаются современные станки с хорошими техническими характеристиками и экономичные в изготовлении.
В соответствии с заданием для дипломного проектирования поточной линии обработки рычага с использованием агрегатных станков необходимо разработать оптимальный технологический маршрут обработки рычага с использованием определенного вида оборудования, последовательное расположение оборудования относительно механической обработки, выбор приспособлений и прогрессивного режущего инструмента. Применение механизированных транспортных средств для доставки заготовок к станку и забор готовых деталей, а также удаление стружки и очистку смазывающей охлаждающей жидкости.
1. Технологический раздел.
1.1. Анализ служебного назначения и технологичности
конструкции детали.
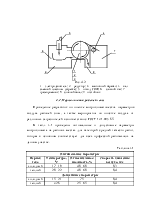
Деталь – рычаг предназначен для передачи движений с усилием от эксцентрика приводной шестерни на планки перемещения нити. Устанавливается в количестве 24 штук в каретке ткацкого станка СТБ.
Рычаг имеет своеобразную форму, контуры которой изображают линии окружностей различных диаметров пластины высотой 12 мм. Форма рычага отображает вид определенных движений в механизме и его установку в нем. Для того чтобы обеспечить определенный вид формы рычага необходимо применять литье или вырубку из листового материала. По своей сути литье экономичнее вырубки из листового материала за счет экономии материала. Поэтому материал для рычага должен обеспечивать литейные свойства. Хорошими литейными свойствами обладает чугун. И по стоимости чугун дешевле по сравнению со сталью. Для уменьшения материалоемкости применяются впадины с ребрами, которые обеспечивают жесткость конструкции. Для технологичности механической обработки применяют уступы и выступы для обрабатываемых поверхностей.
Характерные физические свойства при работе рычага:
1. Изгиб – может произойти от усилий передаваемых рычагом от одних частей механизма к другим.
2. Износ трением – обычно происходит в местах соприкосновения вращающихся деталей с неподвижными (вала с боковыми стенками и боковых стенок в соприкосновении друг с другом).
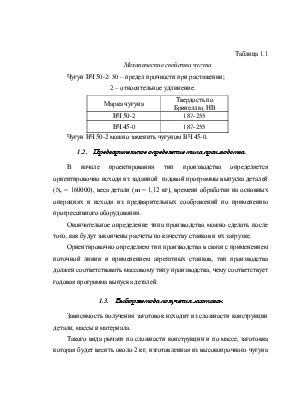
Данные физические свойства может обеспечить высокопрочный чугун ВЧ50-2 ГОСТ 7293-79. Высокопрочный чугун данной марки устойчив к износу трением и более прочен при работе на изгиб, так как он менее хрупок за счет кристаллизационной плотности.
Рычаг имеет три отверстия, у которых центральные оси расположены в довольно жестких пределах относительно друг друга. Поэтому самая
трудоемкая операция – обработка отверстий.
Точность отверстий по 9 квалитету с шероховатостью Ra = 2,5, которая добивается по чугуну разверткой.
Отверстие Æ40Н9 служит для работы вращением по валу, который передает движение эксцентрика на рычаг. Прорезь размером 30+0,52 мм предназначена для установки рычага на вал через прорезь на валу. Чистота поверхности прорези не нужна в работе рычага, поэтому и шероховатость поверхности – Rz = 40, которую можно получить при получистовом фрезеровании. Прорезь технологична при установке рычага в механизм. Паз 3х3 мм профрезерован к отверстию Æ40Н9, предназначен для смазки поверхности отверстия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.