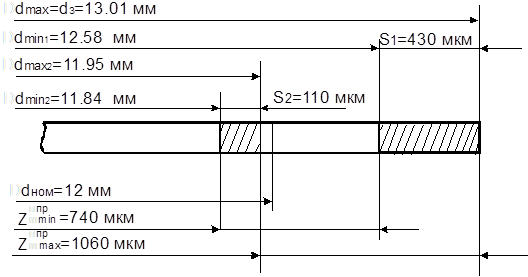
Предельные размеры dmin2 = 11,84 мм; dmin1 = 12,58 мм; dmax2 = 11,95 мм; dmax1 = dmin1 + S = 13,01 мм.
Предельные
припуски: ![]() = dmax1 - dmax2 = 1060 мкм.
= dmax1 - dmax2 = 1060 мкм.
Проверка:
![]() = S1 – S2 = 1060 – 740 = 320 мкм.
= S1 – S2 = 1060 – 740 = 320 мкм.
z0min = 740 мкм; z0 max = 1060 мкм;
z0ном = z0min + S1 - S2 = 740 + 430 – 110 = 1060 мкм.
Размеры заготовки:
dз = dном + 2* z0ном = 12 + 2*1060 = 14 мм (dз = 14-0,43 мм)
d005 = 14 – 1 = 13 мм
 |
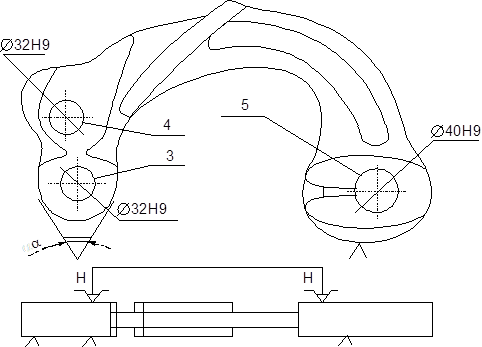 |
Таблица 1.5
|
Технологические переходы Æ40Н9( |
Элементы припуска, мкм |
2Zmin, мкм |
dp, мм |
S, мкм |
dmin, мм |
dmax, мм |
|
|
|||
|
Rz |
T |
r |
e |
||||||||
|
1. Заготовка 2. Зенкерование 3. Зенкерование 4. Развертывание Итого: |
30 50 30 10 |
170 50 40 25 |
440 31 |
50 |
2*643 2*131 2*70 |
38,31 39,60 39,86 40 |
620 160 100 62 |
38,31 39,60 39,86 40 |
38,93 39,76 39,96 40,06 |
826 202 102 1130 |
1286 262 140 1688 |
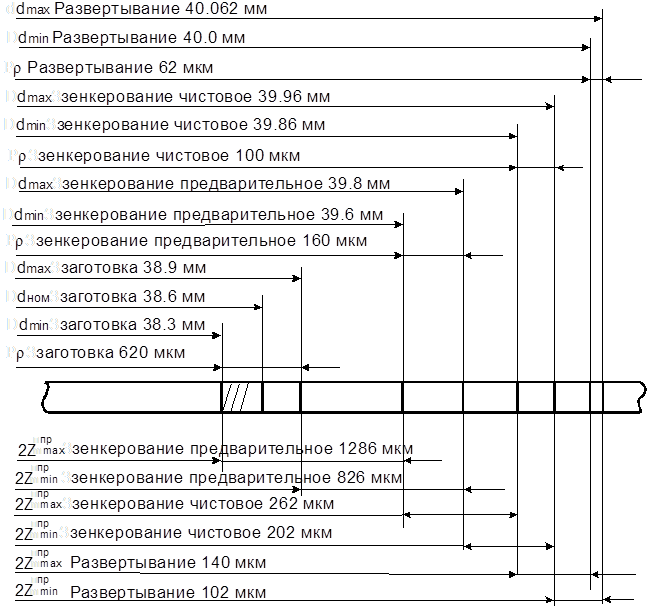
Расчетные данные заносим в таблицу 1.5.
 установка в
призму
установка в
призму
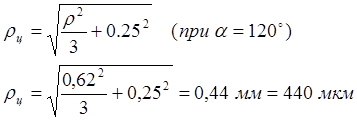
![]()
при обработке отверстия в неподвижной детали.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() .
.
![]()
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Делаем проверку:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Расчет произведен правильно.
Определяем номинальный размер заготовки:
![]()
![]()
Так как все табличные значения определяются в пределах Æ30…Æ50 мм, то припуск будет одинаков Æ40Н9 и Æ32Н9.
![]()
Схема графического расположения припусков и допусков на обработку поверхности Æ40Н9.
 |
Все расчетные значения размеров заготовки заносим в таблицу 1.6. Для размера 7d11 припуск составит z = (12 - 7)/2 = 2,5 мм с допуском r = 110 мкм. Размеры обозначим 6 и 7.
Таблица 1.6
|
Поверхность детали до обработки |
Размер, мм |
Припуск, мм |
Допуск, мкм |
|
Заготовка Шлифование с одной стороны Шлифование с другой стороны Фрезерование с одной стороны Фрезерование с другой стороны 1. Зенкеровать отверстие (Æ40Н9) 2. Зенкеровать отверстие (Æ40Н9) 3. Развернуть отверстие (Æ40Н9) 1. Зенкеровать отверстие (Æ32Н9) 2. Зенкеровать отверстие (Æ32Н9) 3. Развернуть отверстие (Æ32Н9) |
14 13 12 9,3 7 с 38,6 до 39,6 39,9 40+0,62 с 30,6 до 31,6 31,9 32+0,62 |
1 1 2,7 2,3 1 0,3 0,1 1 0,3 0,1 |
430 430 110 110 620/160 100 62 620/160 100 62 |
1.5.1. Определяем массу заготовки и КИМ. Рассчитываем объем припусков.
![]()
![]()



![]()
где q = 7,85 кг/дм3 – удельный вес чугуна.
mз = mд + Q = 1,12 + 0,25 = 1,37 кг.
КИМ = 1,12/1,37 = 0,82.
1.6. Выбор оборудования, режущего и
измерительного инструмента
Выбор производится в соответствии с типом производства и проводимой операцией механической обработки.
1.6.1. Выбор оборудования.
Для операций 005, 010 выбираем плоскошлифовальный станок с круглым столом и вертикальным шпинделем 3Е756.
Паспортные данные:
Наибольшая высота шлифуемой заготовки – 350 мм;
Масса обрабатываемой заготовки – 200 кг;
Диаметр магнитного стола – 800 мм;
Наибольшее перемещение: стола – 560 мм;
бабки – 315 мм;
Продольная подача стола – 12-44 мм/об;
Частота вращения шлифовального круга – 1000 об/мин;
Частота вращения стола – 5-30 об/мин;
Мощность электродвигателя привода главного движения – 24 кВт.
Габаритные размеры:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.