конструкторских и измерительных баз и необходимости смены баз технолог вынужден устанавливать технологические операционные размеры и производить пересчёт допусков, обычно сопровождающихся их ужесточением. Все эти задачи решаются на основе расчёта соответствующих технологических размерных цепей.
Составляем размерную цепь для размера 52:
 |
|||
![]() АD=52
АD=52
 |
А1=265
А2=212
Порядок расчета:
- определяем средний допуск на составляющие звенья р.ц., учитывая, что замыкающим звеном здесь является размер 52:
 ,
,
где m-общее число звеньев размерной цепи; ТD- допуск замыкающего звена.
- назначаем из конструктивно технологических
соображений допуски на составляющие звенья из условия: 
![]()
![]()
назначаем
отклонения ![]() и
и
![]() на составляющие
звенья р.ц.
на составляющие
звенья р.ц.
![]() мм
мм ![]() мм
мм
Из проверки на max-minнаходим
отклонения размера ![]()

Получаем: А1=212-0,15 ![]() А2=265-0,075+0,075 АD=52-0,225+0,075
А2=265-0,075+0,075 АD=52-0,225+0,075
Составляем размерную цепь для размера 2,5:
![]()
![]()
![]() АD=2,5 А2=92,5
АD=2,5 А2=92,5
А1=95
Порядок расчета:
- определяем средний допуск на составляющие звенья р.ц., учитывая, что замыкающим звеном здесь является размер 2,5:
где m-общее число звеньев размерной цепи; ТD- допуск замыкающего звена.
- назначаем из конструктивно технологических
соображений допуски на составляющие звенья из условия: 
Т1=0,03 мм ;T2=0,02мм
- назначаем отклонения ![]() и
и ![]() на
составляющие звенья р.ц.
на
составляющие звенья р.ц.
![]()
![]()
Из проверки на max-minнаходим
отклонения размера ![]() .
.
![]()
![]()
Получаем: А1=95-0,01+0,02 ![]() А2=92,5-0,01+0,01 АD=2,5-0,05+0,05
А2=92,5-0,01+0,01 АD=2,5-0,05+0,05
9.Аналитический расчет режимов резания (3 операции).
1.Фрезерование нижней плоскости:
Определяем скорость резания
по формуле:  .
.
Выбираем из [3] все коэффициенты и находим:
V= 
Расчетное число оборотов в минуту:
Согласовываем расчетную величину n с паспортом станка:
n = 150 об/мин.
Уточняем скорость резания:
V = npd / 1000 = 150Ч3,14Ч315 / 1000 = 148,4 м/мин.
Определяем силу
резания при фрезеровании по формуле:  .
.
Выбираем из [3] все коэффициенты и находим:
 Н
Н
Определяем эффективную мощность резания:
 кВт
кВт
Мощность на приводе станка:
Nст= Ne / h = 2,5 / 0,8 = 3,1 кВт.
Коэффициент использования станка по мощности:
K = Nст / Nд = 3,1 / 22 = 0,14.
2. Сверление отв.Ж 13,9.
Определяем скорость резания
по формуле: 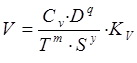 .
.
Выбираем из [3] все коэффициенты и находим:
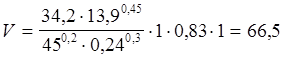 м/мин.
м/мин.
Расчетное число оборотов в минуту: n = 1000V / pd = 1000Ч66,5 / 3,14Ч13,9 = 1522,8 об/мин.
Согласовываем расчетную величину n с паспортом станка:
n = 1250 об/мин.
Уточняем скорость резания:
V = npd / 1000 =1250Ч3,14Ч13,9 / 1000 = 54,6 м/мин.
Крутящий момент:
Mкр= 10 Ч CmЧ Dq Ч Sy Ч Kp = 10 Ч 0,012 Ч 13,92,2 Ч 0,240,8 Ч 1 = 12,5 НЧм.
Определяем эффективную мощность резания:
 кВт.
кВт.
Мощность на приводе станка:
Nст= Ne / h = 1,6 / 0,8 = 2 кВт.
Коэффициент использования станка по мощности:
K = Nст / Nд = 2 / 4 = 0,5.
3. Нарезание резьбы М16-7Н:
Определяем скорость резания
по формуле: .
Выбираем из [3] все коэффициенты и находим:
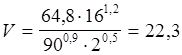 м/мин.
м/мин.
Расчетное число оборотов в минуту: n = 1000V / pd = 1000Ч22,3 / 3,14Ч16= =444 об/мин.
Согласовываем расчетную величину n с паспортом станка:
n = 400 об/мин.
Уточняем скорость резания:
V = npd / 1000 = 400Ч3,14Ч16 / 1000 = 20,1 м/мин.
Крутящий момент:
Mкр= 10 Ч CmЧ Dq Ч Рy Ч Kp = 10 Ч 0,013 Ч 161,4 Ч21,5 Ч 1,5 = 26,8 НЧм.
Определяем эффективную мощность резания:
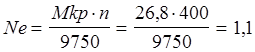 кВт.
кВт.
Мощность на приводе станка:
Nст= Ne / h = 1,1 / 0,8 = 1,4 кВт.
Коэффициент использования станка по мощности:
K = Nст / Nд = 1,4 / 4 = 0,35.
На все остальные операции значения режимов резания приведены в таблице 4.
Таблица 4. Сводная таблица по режимам резания.
|
Наимено- вание операции |
t, мм |
Cкорость резания и число оборотов шпинделя |
S об/мин ( мм/мин) |
Mкр нЧм |
Pz Н |
Ne, kВт |
|||
|
Расчетные |
Приня-тые |
||||||||
|
V |
n |
V |
n |
||||||
|
Зенкеро-вание отв. Ж13,6 |
0,3 |
26,9 |
629,6 |
21,3 |
500 |
0,7 |
2,4 |
-- |
0,2 |
|
Разверты-вание отв. Ж 13,9 |
0,15 |
25,5 |
584 |
21,8 |
500 |
1,176 |
1,9 |
-- |
0,11 |
|
Сверление отв.Ж 28 |
14 |
33,1 |
376 |
28,1 |
300 |
0,4 |
79,1 |
--- |
3,1 |
|
Зенкеро-вание отв. Ж27,5 |
0,25 |
99,9 |
1156 |
86,4 |
1250 |
0,84 |
9,9 |
--- |
1,14 |
|
Разверты-вание отв. Ж 28 |
0,25 |
20,5 |
233 |
17,6 |
200 |
1,5 |
8,2 |
--- |
0,2 |
|
Фрезерова- ние торцов (черннновое) |
3,6 |
77,2 |
123 |
62,8 |
100 |
300 |
--- |
4641 |
5,9 |
|
Растачива-ние (черно- вое) |
4 |
98,3 |
165 |
95,1 |
160 |
0,15 |
--- |
887 |
1,4 |
|
Сверление |
9 |
32,1 |
365 |
16,9 |
300 |
0,35 |
29,4 |
--- |
1,1 |
|
Сверление отв. Ж 9,7 |
4,85 |
51,3 |
1683 |
48,7 |
1600 |
0,15 |
3,4 |
--- |
0,6 |
|
Растачива-ние (чисто- вое) |
0,8 |
164,2 |
275 |
149,2 |
250 |
0,4 |
--- |
370,2 |
1 |
|
Растачива-ние (тонкое) |
0,17 |
285,7 |
478,6 |
238,7 |
400 |
0,1 |
--- |
28 |
0,1 |
|
Точение ко навки |
8 |
31,2 |
50,4 |
30,9 |
50 |
0,4 |
--- |
3702 |
1,9 |
|
Подрезка торцов |
1 |
176,5 |
224,7 |
157,1 |
200 |
0,4 |
--- |
463 |
1,3 |
|
Сверление |
13,5 |
28,9 |
340,1 |
27,1 |
320 |
0,55 |
94,9 |
--- |
3,3 |
10.Нормирование технологического процесса.
Смысл расчета состоит в определении нормы штучного времени: tшт = tо+ tв+ tоб от
где t0 – основное время, мин;
tв – вспомогательное время, мин.
Вспомогательное время включает в себя: tв = tу.с.+ tз.о. + tуп + tиз;
tу.с – время на установку и снятие детали;
tз.о. – время на закрепление и открепление детали;
tуп – время на приемы управления;
tиз – время на измерение детали.
tоп=to+tв -оперативное время, мин;
tоб. от -время на обслуживание рабочего места и отдых берется в процентах от оперативного
Расчет элементов нормы времени удобно свести в таблицу:
|
Номер и наи- менование опера-ции |
t0, мин |
tв, мин |
tоп, мин |
tоб от мин |
tшт, мин |
|||
|
tус |
tзо |
tуп |
tиз |
|||||
|
005 Фре-зер- ная |
3,5 |
0,152 |
0,024 |
0,19 |
0,24 |
4,62 |
0,42 |
5,04 |
|
010 Фре- зер- ная |
3 |
0.152 |
0,024 |
019 |
0,24 |
4,12 |
0,37 |
4,49 |
|
015 Свер- ление Зенке-рова-ние Развер тыва-ние |
0,1 0,08 0,05 |
0,152 - - |
0,024 - - |
0,02 0,02 0,02 |
0,54 0,1 0,1 |
1,46 0,3 0,25 |
0,09 0,02 0,02 |
1,55 0,32 0,27 |
|
020 Свер- ление Зенке- рова- ние Развер тыва- ние |
0,3 0,04 0,13 |
0,152 - - |
0,024 - - |
0,02 0,02 0,02 |
0,54 0,1 01 |
1,66 0,24 0,33 |
0,09 0,01 0,02 |
1,75 0,25 0,35 |
|
025 Фре-зер ная |
3,3 |
0,152 |
0,024 |
0,19 |
0,24 |
4,43 |
0,4 |
4,83 |
|
030 Расточка Æ190 Æ150 |
11,4 9,1 |
0,16 - |
0,024 - |
0,155 0,155 |
0,174 0,174 |
12,35 9,71 |
0,8 0,63 |
13,15 10,34 |
|
040 Фре-зер- ная |
5,54 |
0,16 |
0,024 |
0,19 |
0,24 |
6,66 |
0,59 |
7,25 |
|
045 Фре-зер- ная |
4,73 |
0,16 |
0,024 |
0,19 |
0,24 |
5,85 |
0,52 |
6,37 |
|
050 Свер- ление Резьбонарезание |
0,04 0,06 |
0,16 - |
0,1 - |
0,02 0,14 |
0,15 0,12 |
0,84 0,54 |
0,05 0,03 |
0,89 0,57 |
|
055 Свер- ление |
0,24 |
0,16 |
0,02 |
0,06 |
0,05 |
0,77 |
0.05 |
0,82 |
|
060 Расточка чис- товая Æ190 Æ150 Расточка тон- кая Æ190 Æ150 Канавка Æ190 Æ150 Торцы Æ190 Æ150 |
2,69 2,13 6,75 5,38 0,5 0,22 0,42 0,37 |
0,16 - - - - - - - |
0,03 - - - - - - - |
0,155 0,155 0,155 0,155 0,11 0,11 0,07 0,07 |
0,174 0,174 0,174 0,174 0,174 0,174 0,1 0,1 |
3,65 2,74 7,36 5,99 1,02 0,74 0,73 0,68 |
0,24 0,17 0,47 0,38 0,06 0,05 0,05 0,04 |
3,89 2,91 7,83 6,37 1,08 0,79 0,78 0,72 |
|
070 Свер- ление |
0,23 |
0,16 |
0,03 |
0,1 |
0,09 |
1,47 |
0,09 |
1,56 |
11. Выбор и обоснование оборудования, режущего и мерительного инструмента.
Для расточки отверстий, канавок, подрезки торцов выбираем станок
горизонтально-расточной станок 2М615.
Выбор и обоснование оборудования.
Для сверления, зенкерования, развертывания отверстий и нарезания резьбы выбираем радиально-сверлильный станок модели 2М55, исходя из согласования с паспортом станка тех же параметров.
Для расточки отверстий, канавок, подрезки торцов выбираем станок
горизонтально-расточной станок 2М615.
Выбор режущего инструмента.
Для фрезерования верхней, нижней плоскостей и торцов используем фрезы торцевые ГОСТ 24359-80 , материал режущей части фрезы: твердый сплав ВК6, который используем для увеличения производитель-
ности. Диаметр фрезы рекомендуется увеличивать в 1,25 – 1,5 раза [3], от-
носительно ширины обрабатываемых поверхностей. Следовательно , диа- метры фрез равны D = 200 и 315 мм, числа зубьев: z = 12 и 18.
Для сверления отверстий используем сверло ГОСТ 10903-77, материал режущей части сверла: быстрорежущая сталь Р6М5, диаметр сверла d = 27; 28.А также сверла ГОСТ 22735-80 оснащенные пластин- ками из твердого сплава ВК8 ,диаметрами 13;13,9.Для получения фасок используем перовое сверло ГОСТ 25524-82 , материал режущей части : быстрорежущая сталь Р6М5.
Для зенкерования отверстий используем зенкер ГОСТ 12489-71, материал режущей части зенкера: Р6М5 и ВК4, диаметр зенкера d = 13,6 и 27,5 соответственно.
Для развертывания отверстий используем развертку ГОСТ 1672-80, материал режущей части развертки: ВК3, диаметр развертки d = 13 и 28.
Для растачивания отверстий и канавок используем резец расточной ГОСТ 18882-73, материал режущей части: ВК8,ВК4, ВК3 .
Для нарезания резьбы используем метчик ГОСТ 3266-81, материал режущей части: Р6М5.
Выбор мерительного инструмента.
Для контроля линейных размеров используем штангенциркуль ШЦ-111-315-0,1 ГОСТ 166-80 с пределом измерения от 0 до 315 мм и мик- рометр МК-275-1 ГОСТ 6507-78, как наиболее простые и доступные из- мерительные инструменты; для контроля отверстий наиболее подходят калибры-пробки ГОСТ 14810-69 различных диаметров; для контроля
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.