 |
Новосибирский государственный
технический университет
к курсовой работе
по дисциплине “Технология машиностроения”
Автор проекта (подпись, дата) Харёв А.А.
Специальность (направление) 552900
Группа КМ-01
Руководитель проекта (подпись, дата) Рахимянов Х.М.
Проект защищен (дата) Оценка
1. Оглавление 3
2. Введение 4
3. Служебное назначение детали 5
4. Технологичность детали 5
5. Экономическое обоснование выбора заготовки 6
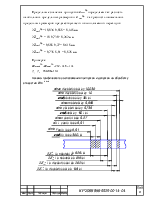
6. Расчет припусков 7
7. Расчет режимов резанья 13
8. Список литературы
15
1. Введение
В данном курсовом проекте требуется разработать технологический процесс по изготовлению детали типа вилка. Годовая программа выпуска 100000 шт.
Курсовой проект позволяет студенту научиться пользоваться справочной литературой, ГОСТами, а так же позволяет закрепить полученные знания по машиностроительным дисциплинам.
При выполнении проекта принятие решений по выбору вариантов технологических процессов, оборудования, методов получения заготовок производиться на основании технико – экономических расчетов.
2. Служебное назначение детали
Данная деталь представляет собой вилку переключения.
Вилки переключения предназначены для изменения кинематических и динамических связей машин путем осевого возвратно-поступательного передвижения муфт, зубчатых колес и других подобных деталей. Такие вилки с обеих сторон имеют плоские исполнительные поверхности, посредством которых при переключении передачи достигается контакт с сопряженными деталями с одной стороны вилки по всем поверхностям. Для обеспечения минимального перекоса вилки ее нужно базировать в механизме по основной базе – высокоточному отверстию по двойной направляющей базе. Для этого вилка должна иметь бобышку значительной длины. Чтобы вилка могла выполнять свое служебное назначение, ее исполнительные поверхности должны быть перпендикулярны к очи отверстия.
Базирование и закрепление вилки в угловом и осевом положениях, осуществляется посредством отверстия, расположенного в бобышке так, как его ось перпендикулярна к оси торца.
3 Анализ технологичности детали
На чертеже детали отсутствуют технические требования, габаритные размеры, нарушена проекционная связь.
Не указаны угловые размеры.
Отверстие в бобышке Ø9,6, можно заменить отверстием Ø10, так же не указано его глубина.
Не показано резьбовое отверстие, его глубина, целесообразно округлить размер до ближайшего целого М8х1.
В качестве чистовой базы можно использовать торец и шпоночное отверстие в бобышке так, как его ось перпендикулярна к оси торца.
Так как материал детали СЧ15-32, то заготовка будет получена литьем.
4. Экономическое обоснование выбора заготовки
Чугунные заготовки обычно отливают в опоки, в разовые песчаные формы, отформованные на машинах большей частью по металлическим моделям, а так же литьем по выплавляемым моделям которое целесообразно использовать в массовом производстве сложных не больших отливок массой до 3 кг.
Чтобы определить наиболее приемлемый способ получения заготовки рассчитаем стоимость заготовительной операции для двух способов получения заготовки (литье в песчаные формы и литье по выплавляемым моделям).
Материал детали – СЧ15
Годовая программа выпуска - N = 100000 шт.
Стоимость заготовки получаемой литьем рассчитывают по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.