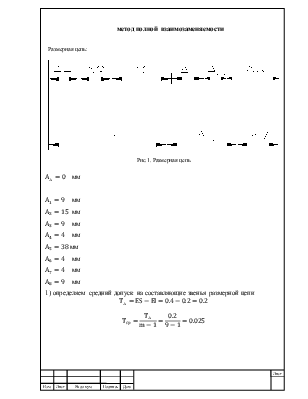
метод полной взаимозаменяемости
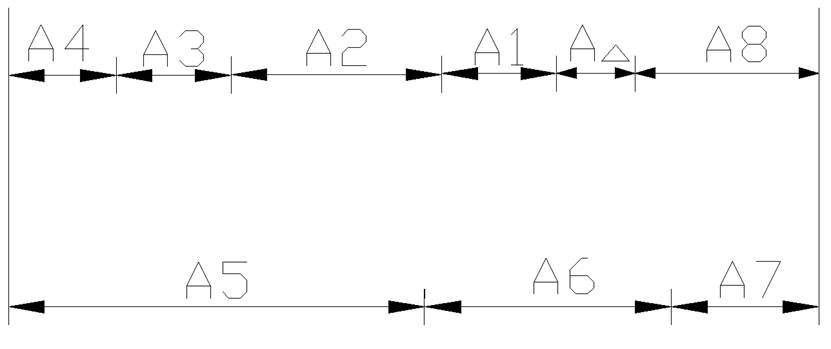
Рис.1. Размерная цепь
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
1) определяем средний допуск на составляющие звенья размерной цепи
![]()

2)Назначаем
допуски на каждое составляющее звено исходя из ∑![]()
![]()
3) Назначаем отклонения
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
4) Составляем уравнения проверки
![]()
0.4=-0.001+0.022+0.035-(0+y+0.005-0.005-0.030)
0.4=0.056+0.030-y
y=-0.314 мм
![]()
0.2=-0.026-0.003+0.010-(0.025+x+0.030+0.020-0.005)
0.2=-0.019-0.07-x
x=-0.289 мм
получаем ![]() мм
мм
2) При расчете размерной цепи по принципу одного квалитета предварительно определяется квалитет, по которому будут назначаться стандартные допуски.
 По количеству единиц допуска устанавливаем
квалитет 8.
По количеству единиц допуска устанавливаем
квалитет 8.
А1=650+46, А2=420+39, А3=1050-54 -- выбранный квалитет не обеспечивает требуемой точности, выбираем 7 квалитет.
А1=650+30, А2=420+25, А3=1050-35
3) производим проверку на «max-min»
4) Из уравнения координат допусков определяют координату середины поля допуска регулирующего звена
1.1Сборка по методу неполной взаимозаменяемости
Рис.2.
1)
 |
2)
назначаем: ![]()
проверим: ![]() мм - отклонение составляет 2,5%, оно
мм - отклонение составляет 2,5%, оно
допустимо
3) назначаем отклонения на 1-е и 2-е звенья, 3-е звено принимаем за регулирующее:
4) Вычисляем отклонения для третьего звена через координату середины поля допуска:
![]()
1.2Сборка по методу групповой взаимозаменяемости
Рис.3.
1)
исходя из Тср =0,03мм принимаем
экономическое значение среднего допуска  мм
мм
2)
поскольку ![]() , назначаю допуски Ti на
составляющие звенья размерной цепи:
, назначаю допуски Ti на
составляющие звенья размерной цепи: ![]()
3) назначаем отклонения общие и групповые на каждое составляющее звено для сортировки на ”n” групп. Для этого использовать табличную форму, а отклонения при заполнении таблицы указывать в мкм. Внутри каждой группы производим проверку. Чтобы исключить многократный перебор при назначении отклонений на 3-ое звено не будем назначать отклонения , а рассчитаем их из проверки. Сборка производится строго по группам, а внутри каждой группы обеспечивается полная взаимозаменяемость.
Таб.№1
|
Номер группы |
Звенья размерной цепи |
||||||||
|
|
|
|
|
||||||
|
ES |
EI |
ES |
EI |
ES |
EI |
ES |
EI |
||
|
1 |
+75 |
+50 |
+60 |
+40 |
+80 |
+35 |
+100 |
+10 |
|
|
2 |
+50 |
+25 |
+40 |
+20 |
+35 |
-10 |
+100 |
+10 |
|
|
3 |
+25 |
0 |
+20 |
0 |
-10 |
-55 |
+100 |
+10 |
|
4) отклонения на размер А3 рассчитываем из уравнений проверки по группам
![]()
1.3 Сборка по методу пригонки
Рис.4.
1) назначаем экономичные допуски
![]() ,
,
тогда
допуск замыкающего звена будет ![]() .
.
Назначаем
отклонения: 
2)Возможная погрешность
замыкающего звена составит: ![]()
Наиболее вероятное значение величины компенсаций.
![]()
3) выбираем компенсирующее звено из числа составляющих звеньев, за счет пригонки которого
поглощаются погрешности всех других составляющих звеньев при изготовлении их по экономическим допускам . Это звено 3.


![]()
![]()
1.5 Сборка по методу регулирования

Рис.5.
1) назначаем экономичные допуски
![]()
2) вводим неподвижный компенсатор за счет изменения размера А3 = 105мм до 102мм.
3)
назначаем отклонения размеров:
![]()
4) требуемая величина компенсации составит:

5)
определяем число ступеней
компенсации: 
6)
определим число размеров
компенсаторов: ![]()
7) определяем наибольшее и наименьшее значения компенсаторов:

Получили две ступени компенсации с интервалами размеров 2,99 …3,08 …3,17
![]()
2. Список литературы
1. Э.З. Мартынов «Технология машиностроения» метод. указ. к практ. занятиям;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.