С целью уменьшения испарения летучего растворителя большинство красочных аппаратов делается закрытой конструкции. Но пары растворителя все же улетучиваются, в результате чего изменяется относительная концентрация пигмента в краске, оттиски получаются более темных тонов. С целью предотвращения разнооттеночности оттисков применяют автоматические системы-дозаторы, ведущие непрерывный контроль за вязкостью краски, ее перемешиванием и автоматической подачей растворителя в бак с краской.
Для извлечения из краски металлических частиц, которые могут попадать с формы и ракеля, иногда в красочных аппаратах устанавливают дополнительные фильтры.
Ракельные устройства, предназначенные для удаления краски с пробельных элементов, состоят из ракеля, установленного в ракеледержателе, механизмов его прижима к форме и осевого возвратно-поступательного движения. Кроме того, имеется механизм отставки ракеля в нерабочее положении.
Ракель 1 (рис. 13.9, а) изготовляют из инструментальной листовой стали У10, У12 толщиной 0,1-0,3 мм; его ширина 50- 80 мм, длина несколько превышает длину образующей формного цилиндра.
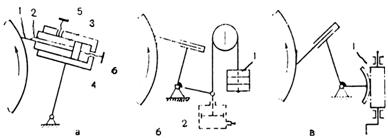
Рисунок 13.9 – Схемы ракельных устройств
Вместе с планкой 2 толщиной 0,5-0,6 мм, необходимой для повышения жесткости лезвия, ракель 1 закрепляют в специальной оправке 3, устанавливаемой в корпусе ракеледержателя 4, снабженном винтами 5. Дополнительные винты 6 служат для регулирования положения кромки лезвия параллельно образующей формного цилиндра. Эту кромку затачивают под углом 20–25° вне машины на специальном станке или вручную. Увеличение угла заточки приводит к сокращению эластичности кромки лезвия ракеля и ухудшению однородности снятия излишков краски. Уменьшение угла приводит к понижению устойчивости заточенной кромки лезвия против воздействия твердых частиц, попадающих в краску или приносимых бумагой.
В результате повреждений кромки ракеля на пробельных элементах формы остаются тонкие линии краски, перетискиваемые на бумагу. Под влиянием трения при скольжении по форме происходит износ кромки лезвия. Поэтому для восстановления нормального состояния ракеля его необходимо периодически перетачивать. Упругий прижим достигается с помощью грузов 1 (рис. 13.9, б), пружин или пневмоцилиндров 2, а жесткий с помощью червячной 1 (рис. 13.9, в) или винтовой передачи. При жестком прижиме тяжело добиться одинаковой силы прижима ракеля к формному цилиндру после каждой его переточки и установки, в результате чего тональность оттиска получается нестабильной. Упругий режим позволяет легко регулировать силу прижима ракеля при установке и поддерживать ее постоянной в процессе дальнейшей работы машины. Угол наклона лезвия ракеля α относительно поверхности формы задается в зависимости от характера формы, свойств краски и состояния лезвия ракеля. При больших углах установки ракель лучше счищает краску с формы, но быстрее изнашивается, при малых углах требуется большее усилие прижима ракеля к форме, что вызывает ее повышенный износ. Практически ракель устанавливают под углом наклона 45-65°.
При отрицательном угле α (рис. 13.9, в) усилие прижима ракеля к форме уменьшается во много раз, что повышает ее тиражестойкость, исключает заклинивание краски под ракелем и снижает возможность образования царапин на форме при попадании на нее твердых частиц.
Осевое перемещение ракеля регулируется в пределах 0-30 (реже до 50) мм с помощью рычажных или кулачково-рычажных механизмов, с частотой одного полного перемещения за 3-10 оборотов формного цилиндра.
Увлажняющие аппараты используют в машинах офсетной плоской печати для предохранения пробельных элементов от взаимодействия с краской. В зависимости от типа увлажняющего раствора все увлажняющие аппараты делят на водные и спиртовые. Водный раствор содержит добавки, уменьшающие поверхностное натяжение воды, ее коррозийное действие и препятствующее размножению бактерий. Применявшийся в увлажняющих растворах изопропиловый спирт (20-30 %) значительно снижал поверхностное натяжение воды, однако его пары вредны для здоровья обслуживающего персонала, и в настоящее время наметилась тенденция к отказу от спиртовых увлажняющих растворов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.