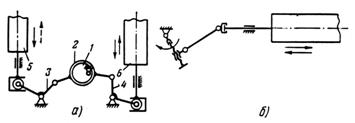
Рисунок 13.6 – Механизмы осевого перемещения цилиндров:
а – эксцентриковый, б – кривошипно-шатунный
На рис. 13.6, б показан кривошипно-шатунный осевой привод, в котором величину хода можно регулировать изменением длины кривошипа.
Раскатные цилиндры контактируют одновременно с двумя-четырьмя валиками и для их сдвига вдоль оси необходимо приложить значительные знакопеременные нагрузки. В связи с тем, что механизмы осевого перемещения раскатных цилиндров работают с большими нагрузками, необходимо следить за их правильной эксплуатацией. Нельзя включать машину, если в красочном аппарате нет краски, так как при сухом трении цилиндров о валики их привод может сломаться. В этом случае все резиновые валики следует предварительно отставить от металлических цилиндров.
В целях лучшего разравнивания краски на печатной форме основной поток краски в раскатной группе должен направляться на первые по ходу движения формы накатные валики 8 и 10 (см. рис. 13.5). Для этого необходимо, чтобы валик 4 при своем вращении вначале встречался с раскатным цилиндром 7, примыкающим к первым накатным валикам; а затем с цилиндром 3, с которого краска поступает на задние накатные валики 11 и 12.
Поскольку толщина слоя краски постепенно убывает от приемного цилиндра к накатным валикам, количество краски, переходящее на накатные валики, зависит от длины цепочки валиков, располагающейся между валиком 4 и накатными валиками. В красочном аппарате, показанном на рис. 13.5 между валиком 4 и передними накатными валиками расположен один цилиндр 7, а между этим валиком и задними накатными валиками – два цилиндра и одни валик, следовательно, на задние валики из раскатной группы поступает меньше краски.
В процессе печатания часть увлажняющего раствора может перейти с формы в красочный аппарат, в результате наблюдается «эмульгирование» краски, т.е. образование водно-масляной эмульсии. Это существенно ухудшает печатные свойства краски и она плохо удерживается на поверхности раскатных цилиндров. Происходит так называемое оголение цилиндров, при котором нарушается процесс подачи краски на печатную форму. Для лучшего удержания краски поверхность раскатных цилиндров покрывают слоем меди или облицовывают специальной пластмассой. На некоторых машинах для удаления излишков влаги из краски служат специальные устройства «акватрол», представляющие собой трубу 13, идущую вдоль образующей цилиндра, из отверстий которой выходят струи горячего воздуха, обдувающего поверхность раскатного цилиндра.
Накатная группа красочных аппаратов листовых офсетных машин состоит обычно из четырех обрезиненных валиков, вращающихся вследствие сил трения о раскатные цилиндры и печатную форму. Диаметры валиков и расстояние между ними выбирают таким образом, чтобы при работе машины печатающие элементы формы по возможности встречались с различными участками этих валиков. Например, валик 8, отдав часть краски на форму, при втором обороте нанесет на другие печатающие элементы меньше краски, в то же время другие валики компенсируют эту неравномерность. В большинстве машин два наружных валика 8 и 12 одинаковы по диаметру, но отличаются от внутренних валиков 10 и 11. Есть машины, в которых все четыре валика имеют разный диаметр.
Равномерность нанесения красочного слоя на форму, а следовательно, и качество оттиска в большей степени зависят от точности установки накатных валиков. Поэтому накатные валики устанавливают в специальных замках, которые позволяют точно регулировать усилие прижима валиков к форме и раскатным цилиндрам.
В настоящее время нет установившихся конструкций замков накатных валиков, и в различных моделях машин можно видеть самые разные схемы построения этого механизма. Однако все схемы характеризуются следующими особенностями.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.